Chapitre VIII Aspects Gustatifs
VIII.1. Les premières approches du sensoriel au niveau du pain.
Nous avons vu dans le chapitre précédent que l’amélioration de la qualité nutritive va souvent de pair avec l’amélioration de la qualité gustative.
Pourtant ce chapitre sur le goût sera difficile à définir et donc à écrire. Puisqu’avec l’évaluation du goût, nous avons affaire à une perception personnelle presque individuelle. Avec raison, on dira que tous les goûts sont dans la nature.
Il n’est en effet pas rare de voir sur la table d’un couple, deux pains différents.
La première étude essayant d’objectiver l’odeur et le goût du pain m’avait laissé sur ma faim[1] tant elle employait des termes difficiles à cerner.
La chromatographie gazeuse permet de déterminer les composés volatils aromatiques, recensés au nombre de 240 en 2010 [2], et de les quantifier.
Composés volatils est une bonne expression puisqu’ils se volatilisent progressivement, ce qui fait que le pain frais est plus attractif que le pain rassis.
Malgré la « froideur » des termes essayant de cerner des arômes (par exemple : 3-méthylthiopropanal pour l’arôme de pomme de terre cuite [3]), j’aimais reprendre cette ancienne étude de chromatographie puisque c’était la première qui exprimait de manière scientifique que l’espace goût du pain était la fermentation. Enfin ! C’est ce que je me disais à l’époque des années 1970.
| Fig.1. Diverses substances aromatiques décelées dans les croûtes et mie de pain | ||||||||
| Dans la croûte de pain de seigle | C A (*) | Dans la mie du pain de seigle | C A (*) | Dans la croûte de pain de froment | C A (*) | Dans la mie de pain de froment | C A (*) | |
| 3-méthylthio-propanal
(pomme de terre cuite) |
512 | Phenylacetaldehyd
(miel) |
512 | 2-Acetyl-1-pyrrolin
(grillé) |
512 | (E)-2,4- Decadienal
(gras) |
512 | |
| Acide acétique (vinaigre) | 512 | Acide acétique (vinaigre) | 512 | 4-Hydroxy-2,5.dimethyl-3(2H)-furanon (caramel) | 512 | (E)-2. Nonenal (gras) | 512 | |
| 3-Méthylbutanal (malté) | 256 | (E)-2,4- Decadienal
(gras) |
512 | (E)-2. Nonenal (gras) | 256 | 4,5-Epoxy-(E)-2-decenal (métallique) | 512 | |
| (E)-2. Nonenal (gras) | 256 | (E)-2. Nonenal (gras) | 512 | 3-Méthyilbutanal (malté) | 128 | 3-Methylbutanol (fermenté) | 256 | |
| (E)-2,4- Decadienal
(gras) |
256 | 3-Methyl d’acide butyrique
(suave-fromage) |
256 | 3-Methyl d’acide butyrique
(suave-fromage) |
128 | 2-Phenylethanol (floral) | 256 | |
| (E)-β-Damascenon (pomme cuite) | 128 | 2,3-Butadion (Diacétyl) (beurre) | 256 | 2,3-Butadion (Diacétyl) (beurre) | 128 | 1-Octen-3-on (champignon) | 128 | |
| 1-Octen-3-on (champignon) | 128 | 3-(méthylthio) propanal (pomme de terre cuite) | 128 | 2,3 – Butadion (Diacétyl) (beurre) | 128 | |||
| 4-Hydroxy-2,5.dimethyl-3(2H)-furanon (caramel) | 128 | Vanilin
(vanille) |
128 | (Z)-2. Nonenal (vert-suifeux) | 128 | |||
| 3-Methyl d’acide butyrique
(suave-fromage) |
128 | (E)-β-Damascenon (pomme cuite) | 128 | 3-(méthilthio)propanal (pomme de terre cuite) | 128 | |||
| 1,2,3-Butadion (Diacétyl) (beurre) | 128 | 3-Methyl d’acide butyrique
(suave-fromage) |
128 | |||||
| (*) C A = Composés aromatiques | ||||||||
| Repris de Markus BRANDT et Michael GÄNZLE, Handbuch Sauerteig, 5e édition, édition Behr, 2006 | ||||||||
L’évaluation sensorielle, avec ses instruments de mesure, est une discipline qui va vivre ensuite de multiples mutations[4]. Il existera la spectrométrie proche infrarouge (Spir) , un outil qui dans un premier temps a servi à mesurer l’humidité des grains, puis, plus tard, à mesurer le taux de sucres et d’acidité[5].
La dominance temporelle des sensations (Dts), méthode développée au Centre des sciences du goût et de l’alimentation (Csga) en 2009, permet de prendre en compte la dynamique de la perception au cours d’une dégustation et ainsi d’obtenir une description plus précise des caractéristiques sensorielles d’un produit et leur évolution après la mise en bouche du produit. C’est un test qui vient en complément de la méthode classique du profil sensoriel[6]. La firme Eurogerm proposant des adjuvants en boulangerie déclare que cela « offre une nouvelle façon de travailler leurs solutions (goût et couleur), afin de favoriser la mémorisation » chez le consommateur-testeur et ainsi « ancrer les produits des clients dans leur marché[7] ». Cette normalisation industrielle du vivant qu’est la perception gustative a un côté déplaisant, comme une volonté de cerner, voire figer, le goût dans des normes quasi étatiques (Afnor, France) et internationales (Iso). C’est même à la limite de l’indécence. Jusqu’où va-t-elle s’immiscer ? Va-t-elle juger et discriminer des goûts, voire notre goût ?
De plus, dans les études expertes du sensoriel alimentaire, celles qui englobent toutes les perceptions, c’est l’aspect visuel qui est souvent prioritaire pour le commerce, puisqu’il est souvent classé comme celui qui détermine l’acte d’achat. On achète avec les yeux, dit-on souvent.
S’opposer au formatage du goût, risque de mettre en place une autre doctrine, alors qu’ici c’est le doctrinaire qu’il faut probablement mettre en cause.
Cela a fait débat dans mon entourage, cette question du goût dans la panification.
D’abord parce que mes amis Daniel et Jean-François appuyaient l’idée, non sans raison, que c’est la fermentation qui apporte le goût. Et dès lors que même si l’on recherchait de dire que le goût était plus présent dans les farines issues de blés de haute paille, on atténuait l’importance de la fermentation dans la formation du goût. Autre danger, un peu entrevu dans les propos précédents, n’est-ce pas un formatage du goût par l’industrie qui risque d’en découler. Mon ami Julien me disait que cela était clairement une stratégie de l’industrie agro-alimentaire.
De mon côté, je n’osais nier le fait que la recherche du goût était importante notamment dans la sélection et qu’il ne fallait pas l’abandonner, voire même la promouvoir puisque « le critère de la qualité sensorielle a longtemps été mis de côté[8] » par les obtenteurs des semences de blé.
Le pain résulte d’un simple mélange avec un rapport de farine et eau limité par la consistance obligatoirement pâteuse, de sel règlementé en dosage et de ferments variant du couple levures/bactéries pour le levain ou de levures sélectionnées. Et pourtant avec ces quatre simples composants en quantité peu variables (petite exception pour le ferment), les consommateurs distinguent bien dans les pains qui leur sont proposés quotidiennement par le marché, des différences au niveau sensoriel.
La profession ayant encore au xxie siècle, un rapport artisan/industriel donnant un challenge sur le goût peu rencontré par les autres secteurs de l’agro-alimentaire.
VIII.2. Le carcan de la définition du goût
Un des dangers de la normalisation des saveurs est de passer du subjectif à l’objectif, ainsi qu’à la standardisation du goût.
Je crois d’ailleurs que cette standardisation guette pas mal l’artisan boulanger qui demande à son meunier une farine régulière et infaillible. Cela est vécu dans d’autres professions et même dans une qui a su sublimer les sensations gustatives ; la vinification.
Si le viticulteur ne prend pas garde à suivre attentivement et respecter la vie naturelle de sa vigne, il risque de se retrouver avec des maladies et des traitements, exactement comme l’humain qui ne se nourrit pas bien, affaiblit son système immunitaire et doit passer à la pharmacie de plus en plus souvent. Il voudra peut-être stabiliser le jus de raisin non fermenté en le pasteurisant et en le réensemençant de levures et enzymes pour éviter les maladies de la fermentation mal conduite. Mais il risque de standardiser son goût et se noyer, avec bien peu de force, dans la concurrence exacerbée qui existe de nos jours. Alors que le viticulteur de renom (souvent biodynamiste) veut le plus possible laisser la vie opérée et compte avec moins de craintes sur les levures indigènes des grains de raisin pour sa fermentation. Il sera en quête de goûts millésimés par le terroir et le climat de l’année.
Le paysan, meunier et boulanger en respect de la vie de ce qu’il produit, remarquera aussi le millésime de la récolte en observant des différences suivant les années. La « cuvée » et le climat subit, auront un effet significatif sur la teneur en caroténoïdes[9]. S’ils suivent ce même respect des voies naturelles, les boulangers auront aussi leurs propres levures du grain de froment dans leur levain, du moins si celui-ci est créé uniquement en autofermentation sur la population microbienne présente sur le grain de blé (XV.7).
C’est ce qu’une enquête a déjà révélé en étudiant les levains de paysans-boulangers employant des blés de hautes tiges[10]. Où on a découvert des levures qui n’avaient pas été recensées jusque-là dans les levains faits de blés modernes. On remarque aussi que parce que les levures ont la faculté de vivre en aérobie (à l’air) et en anaérobie (sans air), on retrouve jusque dans les levains élevés sans autres composants que la farine et l’eau, les levures présentes sur le grain de froment dans les champs[11].
Le formatage du goût venant avec « cette normalisation industrielle du vivant prend aujourd’hui une ampleur et a des conséquences sans précédent du fait des connaissances scientifiques et des moyens économiques et techniques considérables qui sont mis en œuvre pour la réaliser[12] ».
On est bien loin de l’écrit de 1943 d’Édouard De Pomiane disant que « la science anoblit tout ce qu’elle touche[13] ». On se retrouve aujourd’hui plutôt face à l’instrumentation et la manipulation du vivant.
Nous vivons dans une société qui sous l’aspect compétitif, capitalise avant toute chose et qui marche sur deux jambes, l’économie et la technique[14].
Ceux qui s’autoproclament « les sciences de la vie » ont tendance à cloisonner la connaissance et souvent le langage scientifique n’est plus vulgarisé, ce qui conduit de plus en plus à l’occultation. Pour l’alimentaire, le goût et le nutritif, c’est grave.
Faut-il être en blouse blanche et savoir parler d’ADN pour porter le titre d’expert, mais souvent inexpérimenté sur le terrain et peu soucieux en propagation du savoir-faire.
Ce savoir-faire devient de plus en plus par la compétitivité économique et la nécessaire rentabilité, un savoir mort. Il est en train de quitter le monde du savoir-vivant, puisque parqué dans des durées et manipulations chiffrées enregistrées en électronique et programmé par informatique dégageant de meilleures marges de profit financier que la bien nommée « main-d’œuvre ».
Si autrefois on avait le savoir-faire et pas assez de liberté, de nos jours, on a plus de liberté et un savoir-faire qui s’éteint. Voilà pourquoi, j’ai des difficultés avec la verbalisation et l’approche sensorielle se voulant experte. Il est clair aussi, et nous le vérifierons au chapitre ix qui suit, dédié aux aspects technologiques, que tous outils de mesure ont leurs limites, mais ils n’en perdent pas pour autant leurs pertinences.
Plus simplement dans le monde réel, il m’arrive souvent lors de rencontres boulangères de devoir donner un avis sur des pains qui me sont présentés comme une chouette « carte de visite » de personnes ayant boulangé eux-mêmes. Combien de fois alors, ai-je eu difficile de donner une appréciation, tant je trouvais l’exercice difficile afin de ne pas décevoir ou à l’inverse donner une flatterie gratuite.
C’est clair que la perception était la mienne d’abord et il me fallait souvent exprimer cela en prélude d’avis.
Deuxième exemple de vécu. Lorsque pour le site boulangerie-net, j’ai voulu présenter un livret qui se voulait le lexique sensoriel des pains à croute[15], j’ai regretté, dans la présentation que je devais faire du livre, que l’exercice du napping®, plus simple à mettre en œuvre, traité parfois de naïf, mais à portée d’un dialogue boulangers/consommateurs non experts, ne soit pas présenté dans ce livre. Le napping® consistant à situer sur un espace à deux dimensions (hauteur et largeur) sur la nappe et de classer les pains par famille de perception, en fonction de leurs similarités et dissimilarités[16]. Il ne fut répondu que le livret était là pour que l’on s’approprie le langage expert et que le napping® n’avait pas cette valeur d’expertise.
L’expert en goût c’est un panel de personnes en dégustation à l’aveugle. Ils doivent avoir une formation spécialisée d’au moins vingt heures et s’astreindre à une discipline. Pas fumer, ni se parfumer, ni consommer des produits forts une heure avant la dégustation, ne pas communiquer avec d’autres pendant l’évaluation et se rincer la bouche à l’eau entre chaque produit dégusté. Les produits testés devant également répondre à des respects de normes aux mêmes stades de température, fraicheur, surtout si le test se veut comparatif. Le verdict de l’évaluation sensorielle de consommateurs non entrainés peut simplement indiquer une préférence du panel d’au moins 60 personnes, point.
L’évaluation des personnes plus expertes ne nécessite qu’un panel de dix personnes émettant un avis avec une description et définition plus précise[17]. On ne peut quand même pas qualifier ces exigences de vocabulaire de mauvaises[18]. Il est clair que l’approche, surtout instrumentale, est privilégiée par les acteurs de la production industrielle réduisant les variations dues aux jugements individuels[19]. Et que vouloir « encadrer » le goût, peut-être au profit de normes industrielles, ne me fait que craindre une emprise de nivellement de plus.
VIII.3. Le goût entre levain et levure.
La différence entre les fermentations levain et levure est déjà révélée très tôt dans les enquêtes chromatographiques des années 1970. À ce moment-là, on était en lutte contre le pain blanc levuré insipide et la présence d’acide acétique est donnée comme indice de goût qui commençait à manquer[20].
On sait que la fermentation au levain a un profil sensoriel plus intense que la fermentation levure. Comme on a trois voies fermentaires (viii.8, viii.9 et fig. 25 dans XVI.9.2.2) dans la fermentation levain pour une dans la fermentation levure, on est dans une constatation logique.
On va dépasser ce critère et dans les comparaisons de pains au levain blanc ou bis, l’acide acétique deviendra même une présence trop perçante à éviter puisque l’acidité risque d’effacer la perception d’autres composés aromatiques.
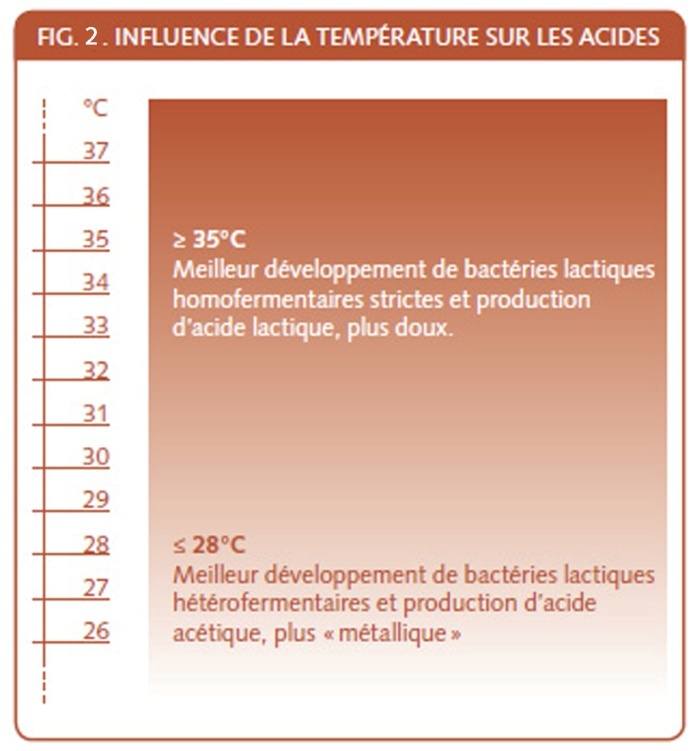
Dans les pains au levain, lors de la fin des années 1990 en Allemagne et dix ans après en France, on essayera autant que faire se peut d’éviter de produire de l’acide acétique, appelé vinaigre de manière populaire. Ce goût vinaigré donne une pointe d’acidité plus métallique. Alors que l’acide lactique est plus proche des acidités douces de yaourt est souvent la préférée des deux. Notons également que l’acide acétique est plus volatil que l’acide lactique.
Dans le rapport acide lactique/acide acétique du levain, la fourchette semble faible. En Allemagne, sur seigle cela va ± de 75 % d’acide lactique /25 % d’acide acétique à 85 % d’acide lactique /15 % d’acide acétique [21]. En France sur froment clair, ce rapport recensé semble indiquer une plus grande dispersion de valeur, surtout vers moins de production d’acide global sur farine blanche[22]. Le levain liquide acidifiera plus vite qu’un levain solide, ce que j’ai pu observer lors de formation où l’on évalue le levain par le pH et d’autres l’ont bien sur noté aussi dans leurs recherches[23].
Pour réduire la présence d’acide acétique, on tentera de le faire en préparant les levains à des températures plus hautes (35 °C) ce qui favorise les bactéries lactiques homofermentaires strictes.
Ou en utilisant des starters avec un mélange de souches sélectionnées de bactéries lactiques ne produisant qu’en faible quantité de l’acide acétique en fermentant le glucose et maltose présent dans la pâte (XVII.5.4).
Les propositions de starters de levains commerciaux joueront sur cette différenciation dans le marché allemand.
Ce qui, par les publicités de l’époque, imprimera bien dans les mémoires cette règle des 35 °C à atteindre pour éviter ou diminuer la présence d’acide acétique, (xv.9)
Dans ces mêmes années 1990, les classements de bactéries lactiques subiront une mise à jour des connaissances. On s’aperçoit que certaines bactéries lactiques homofermentaires fermentent les sucres hexose (le glucose et fructose ) par la voie homofermentaire tandis que les sucres pentoses (arabinose, xylose) sont fermentés par la voie hétérofermentaire en produisant de l’acide acétique. Ces bactéries homofermentaires seront alors rebaptisées hétérofermentaires facultatives[24].
Cette maintenance de zones chaudes vers les 35 °C qui n’apporte pas une facilité de maitrise, vu l’activation accélérée de la fermentation, ne sera de toute façon pas privilégiée par les nouveaux paramètres d’outils voulant conserver les levains en fermenteur et pour le travail dit apprêt retardé ou pointage-bac qui s’opère en température frigo ou pousse ralentie par le froid dit positif, vers les 5 °C à 10 °C.
La souche du fructolactobacille San Franciscensis, qui est hétérofermentaire stricte (produisant de l’acide lactique et acétique) est très présente dans les propositions des starters de levains commerciaux parce que considérée comme apportant une stabilité[25] (IX.9 et XVII.6.6) Comme elle est dominante aussi dans les recensements de microflore des levains naturels spontanés[26], on la retrouve très souvent dans les analyses microbiologiques réalisées par les chercheurs pour toutes ses raisons.
VIII.4. Le concours de la meilleure baguette.
De toutes les compétitions gustatives se déroulant dans l’hexagone, c’est celle de la meilleure baguette de Paris qui depuis 1994 (juste après la publication du décret « pain de tradition », de septembre 1993) est la plus renommée. Organisée par la mairie de Paris, cette compétition octroie au vainqueur une prime et la fourniture de l’élisée pour un an[27].
Cette baguette de tradition qui est la seule acceptée au concours est cernée par pas mal d’évaluations dont beaucoup cernent la croustillance et l’aspect.
Des listes de descriptions s’amélioreront toujours en classant sur une échelle de valeurs chiffrées les caractéristiques sensorielles ayant des différences significatives[28].
Pour la baguette plus que dans l’évaluation d’un goût de mie, on entre dans les autres aspects de la perception : le regard critique sur la grigne, le bruissement lors de la prise en main ferme du produit, l’odeur dégagée lors du tranchage, l’aspect des alvéoles.
On recherche le typé d’un produit qu’est devenu à la longue la baguette au point qu’elle sera inscrite au patrimoine immatériel de l’humanité par l’Unesco le 30 novembre 2022 [29].
N’est pas baguette qui veut, « les produits doivent mesurer entre 55 et 65 cm, peser entre 250 et 300 grammes et avoir une teneur en sel d’un niveau de 18 grammes par kilo de farine ». On ne verra pas de baguette de farine intégrale voire même de 400 grammes cuite, comme l’a exigé la loi belge[30], avoir la possibilité d’être primée.
Le goût de la croute aura son importance puisqu’elle a été de tout temps plus appréciée que le goût de la mie. Et là encore c’est normal, puisque les composés aromatiques recensés actuellement sont plus nombreux dans le produit cuit (540) que dans le produit cru ( 300 ) [31].
Louis-Camille Maillard (*1878 – †1936) laissera son nom de chercheur à la réaction de Maillard qui est un des composés aromatiques de la croûte avec la caramélisation (XXI.10). Cette réaction fige lors de la cuisson, sucres (glucose) et une des composantes de protéines ( ici, l’acide aminé : lysine[32]).
En 1916, L.-C. Maillard avait imaginé isoler cette substance qui donnait une saveur appréciée de tous. Il envisageait sans doute de la fabriquer et de l’ajouter aux aliments pour renforcer le goût.
En bon scientifique, il testa d’abord sur des rats la molécule pour s’assurer de son innocuité. Résultat, les organes filtreurs (reins et foie) des rats de laboratoire furent bien vite hypertrophiés et nécrosés[33].
Encore une fois, n’est-ce pas normal, dans le sens où ces molécules sont soudées par la chaleur et dès lors bien difficiles à dégrader et à être utilisé comme aliment assimilable à part entière.
L’acrylamide, récemment dénoncée comme cancérigène, a le même parcours que les molécules de Maillard, il s’agit de réaction entre des sucres réducteurs et un autre acide aminé, l’asparagine. Il est un peu logique aussi que l’on dénonce d’abord sa présence dans le pain en Suède[34], un des pays scandinaves du pain Knackbrød ou Crispbread qui n’est que croute.
VIII.5. La variété de blé qui apporte du goût.
En recherche sur la variété qui aurait plus de goût, nous avons déjà vu (IV.2) qu’un grand groupe boulanger actuel s’est fait aiguiller vers une variété de 1980, Camp Rémy, non d’un village de l’Oise. Cela pour essayer de retrouver une variété qui avait du goût, connue comme tel du temps de parents ou grands parents agriculteurs.
Depuis la variété Camp Rémy, malgré ses 80 cm de hauteur de paille bénéficiera d’une aura et l’avis donné par la meunière Martine Tartar à Francis Holder sera repris in extenso par bien d’autres boulangers qui voulaient aussi cette option goût par la variété choisie.
La recherche de goût se sera aussi le cas du blé tendre Gentille Rosso, une variété-population du xixe siècle dans laquelle le sélectionneur Francesco Todaro a sélectionné en 1911 des lignées (la 48) dans la région des Marches et qui restera prisée de nos jours dans la sélection de semences anciennes (IX.4 et X.3.3).
Il existe beaucoup d’interventions influant sur le goût après la culture. Par exemple : moudre (meules ou cylindres, avec échauffement ou pas ), bluter (sans conserver des enveloppes et le germe ou pas), mélanger au pétrin (de manière intensive ou pas), fermenter (sans préfermentation ou pas) et la cuisson faible ou forte. Nous les approcherons lors des chapitres qui leur seront consacrés. Arrêtons-nous ici au choix semencier.
Quand on se pose la question sur les critères qui font que des variétés ont plus de goût que d’autres, sur quoi faire reposer notre raisonnement ?
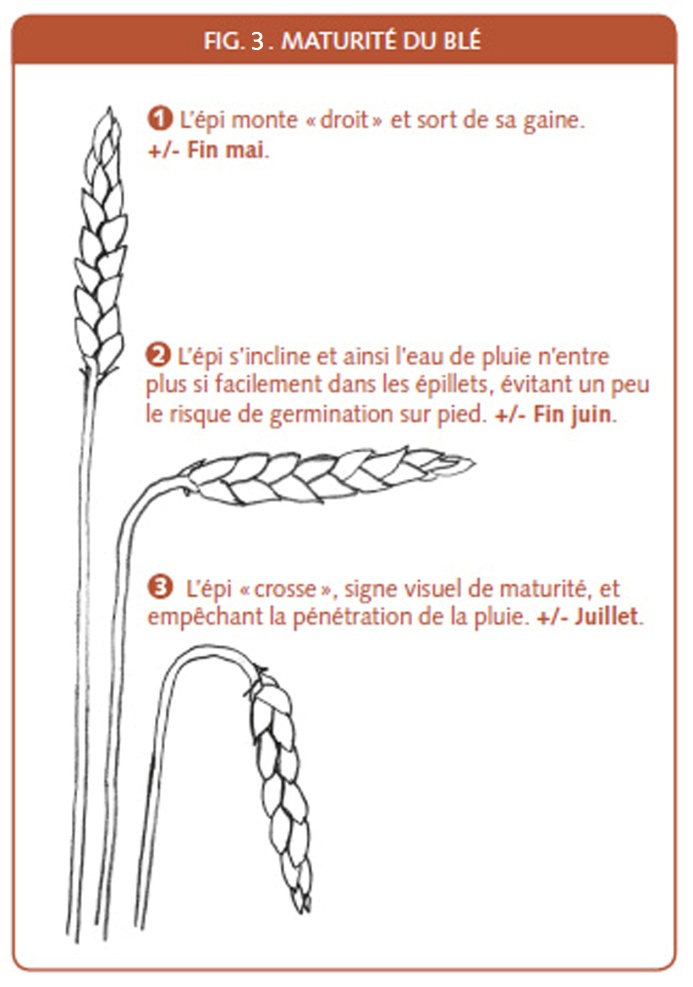
Premières conditions toutefois. Il faut pouvoir laisser arriver à pleine maturité les épis avant de les récolter pour qu’ils puissent exprimer leurs saveurs.
Et il est aussi nécessaire d’obtenir des lots exempts d’attaques de moisissures ou mêlés de graines adventices du type vesces ou autres.
Le phénotype rouge (couleur du grain) semble déterminant[35] par rapport au blé blanc, cela est reconnu depuis longtemps. Très tôt, en 1600, Olivier de Serres le mentionne en ces termes « les anciens ont fait plus état du rougeâtre que nul autre[36] ». Trois siècles plus tard (en 1904), les chercheurs canadiens refusèrent de commercialiser des blés de force « blancs » (ex. : la variété Bishop), pour garder le label « Red »[37].
Camille Vindras signale aussi[38] les travaux de mademoiselle Aline Dusseau (travaillant chez le sélectionneur Tessier) s’intéressant dans l’entre-deux-guerres aux qualités organoleptiques des blés en entamant un travail de référencement des blés en Auvergne[39] et dans la région du Rhône moyen[40]. Ce que reprendront, vers les années 1990-2000, les adeptes du Réseau Semences Paysannes – Rsp.
La teinte foncée des grains est comme une signature de meilleure minéralisation, elle semble bien un indice de potentialités aromatiques. Une étude révèle d’intéressantes teneurs en acides vanillique et férulique libres dans les blés « purple » (soit pourpre ), peut-être précurseurs d’arômes de vanille[41].
Comme le révélaient des tests en aveugle en Aquitaine pour l’engrain noir d’Albanie[42] et en Alsace pour l’amidonnier noir[43].
Il est clair aussi que l’apport de bêta-carotène repéré en plus grande quantité dans l’endosperme de certains engrains, amidonniers et blés durs apporte une saveur douce, souvent appréciée. C’est aussi plus gras. « Les lipides c’est le fixateur aromatique. Dans le temps les parfums étaient fixés par le gras et non par l’alcool » souligne judicieusement Alex Croquet. Et celui-ci décrit encore la nacre du pain qui doit attraper la lumière grâce à son petit 1,2 % de matières grasses de la farine de froment[44].
| Fig.4. Petit résumé de la formation du goût dans la pâte
par la dégradation enzymatique… |
||||
| …produisant lors de la fermentation | des sucres hexoses
et sucres pentoses |
des protéines | des lipides | des minéraux |
| …des composés aromatiques | Gaz (CO²), Alcool, Acides lactique , acétiques et autres acides volatils | Acides aminés et désaminés | Acides gras libres | Libération de
co-enzymes |
VIII.6. La préservation du goût en évitant la trop forte oxydation.
Si l’on avait, en tant que boulanger, le temps de s’arrêter pour se poser une bonne question, comme : « Je dois de toute façon oxyder la pâte, quel est le meilleur moyen de le faire ? »
Il faut savoir que le pétrissage et la fermentation sont toutes les deux des phases oxydantes dans la panification et que si on insiste sur une des deux, ce sera aux dépens de l’autre. En effet, cela fonctionne comme le principe des vases communicants. En clair, plus on pétrit, on fera fermenter en moins de temps et plus on mise sur la fermentation, moins on devra pétrir. C’est d’ailleurs ce que l’on observe en regardant le tableau de l’évolution de la panification sur un siècle ( fig.19 dans XVIII.7).
On voit bien que le pétrissage, (barre fonçée) a pris plus d’importance et que la fermentation (dans les formes rondes) s’est fortement réduite en durée.
Cette dernière va reprendre ses droits au début du XXIe siècle, grâce à la promotion dues entre-autres, aux cours que diffuseront les Ambassadeurs du pain.
Si l’on revient à la question « quel moyen d’oxydation préférer : pétrissage ou fermentation ? ». On voit dans la figure précitée que le xxe siècle, on a donné la préférence au pétrissage. Or est-ce que le pétrissage apporte plus de goût que la fermentation ? Non ! Pourtant, pendant longtemps, on a sacrifié l’espace fermentation sur l’autel de l’oxydation intensive du pétrissage.
Et que pour se permettre une position concurrentielle qui « supprime le temps et desserre les freins géographiques »[45], on va jusqu’employer en industrie ces procédés dénommés « no-time » faisant l’impasse sur le pointage (fermentation en masse) afin que la pâte et ses levures supportent mieux la surgélation (fig.10 dans XV.5).
J’ai trouvé la meilleure réponse à ma question, en…1787 dans la bouche des boulangers parisiens témoignant à P.J. Malouin[46] : « Le travail du levain dans la pâte surpasse encore celui des mains ».
C’est la fermentation, l’espace goût de la panification et puis pourquoi vouloir unir farine et eau par le fouettage plutôt que par lente imprégnation. Ne sait-on plus attendre un temps de repos pour faire vivre la magie de la liaison et du lissage par de simples rabats ?
Au risque de faire traiter mon mélange farine/eau de pâte sous-pétrie, j’ai opté sans regret pour une réduction du pétrissage, par recherche de goût. Bien évidemment, il nous faudra nous attarder aux chapitres XVII à XIX, consacrés aux choix des pétrissages et fermentations pour approfondir les techniques et tenter de maitriser la conduite des pâtes ainsi que celles des levains et autres pré-fermentations.
VIII.7. Panifier dans le respect de la nature des choses.
L’expression « chassez le naturel et il revient au galop » de Destouches (dramaturge du xviiie siècle), le professeur, Raymond Calvel aurait pu la reprendre.
Celui-ci écrira en 1990, un livre aux titre et sous-titres porteurs : Le goût du pain, comment le préserver, comment le retrouver [47]. Livre traduit en espagnol, anglais et japonais.
Raymond Calvel employa une autre expression pour exprimer l’objectif du pain qui a du goût ; « quel que soit le pays, quel que soit le type, c’est un pain qui est panifié dans le respect de la nature des choses[48] ». Le mot « choses » pourrait paraître vague, mal défini, mais pas dans l’esprit de Raymond Calvel. La définition de l’expression, il l’apporte largement par son vécu, en luttant contre le pétrissage intensif, surtout celui couplé à l’ajout de farine fève riche en lipoxygénase. Il dénommera le résultat de cette pratique excessive avec des expressions imagées comme le « lessivage » que cela provoque.
Ces écrits ont été dans les rares à apporter une temporisation dans cette course vers la rapidité d’exécution, vers la blancheur dans les années 1960-1980, période de l’entrée de la boulangerie dans l’évolution des techniques et des équipements.
Je lisais les éditoriaux et les articles techniques de Raymond Calvel dans la revue Le Boulanger-Pâtissier comme une bonne nouvelle qui m’arrivait chaque mois. Ces écrits ont été pour moi racinaires. Il me guidait vers un pétrissage lent, un respect de la fermentation. C’est lui qui « inventa » une nouvelle technique de panification naturelle, l’autolyse[49] avec une réflexion enclenchée en 1956 qui a maturé jusqu’à son écrit avec 9 essais décrit en 1974 (XI.2 à XI.5).
Et c’est lui aussi, qui donnait, début des années 1980, le plus long et plus explicatif texte en français sur la fermentation et panification au levain naturel [50].
Certes son avis comptait, même si je me demande si ce n’est pas sa place de professeur à l’école de meunerie (Ensmic) qui lui faisait regretter l’évincement de l’acide ascorbique pour le pain de tradition française lors du décret de 1993. Alors que pour moi, cet ajout « oxyde » clairement la pâte, (XVI.4.8).
Le pain « bio », surtout complet, ne sera jamais sa tasse de thé, loin de là [51], lui qui était plutôt amoureux de la mie crème, signature d’une oxydation moins intense de la panification.
La renaissance d’un respect de la fermentation et la réduction de pétrissage qu’influa le professeur Calvel seront de bons chemins vers « le retour du bon pain[52] », comme l’a écrit en titre Steven L. Kaplan. Ce dernier sortait ainsi de sa réserve d’historien et en fit sa première publication en français non traduite de l’anglais.
VIII.8. À la recherche des molécules de goût en fermentant l’amidon et le glucose.
Si l’on situe principalement l’espace goût de la panification dans la fermentation, ne pourrait-on pas approfondir ce thème et se hasarder à quelques explications aidant à la compréhension.
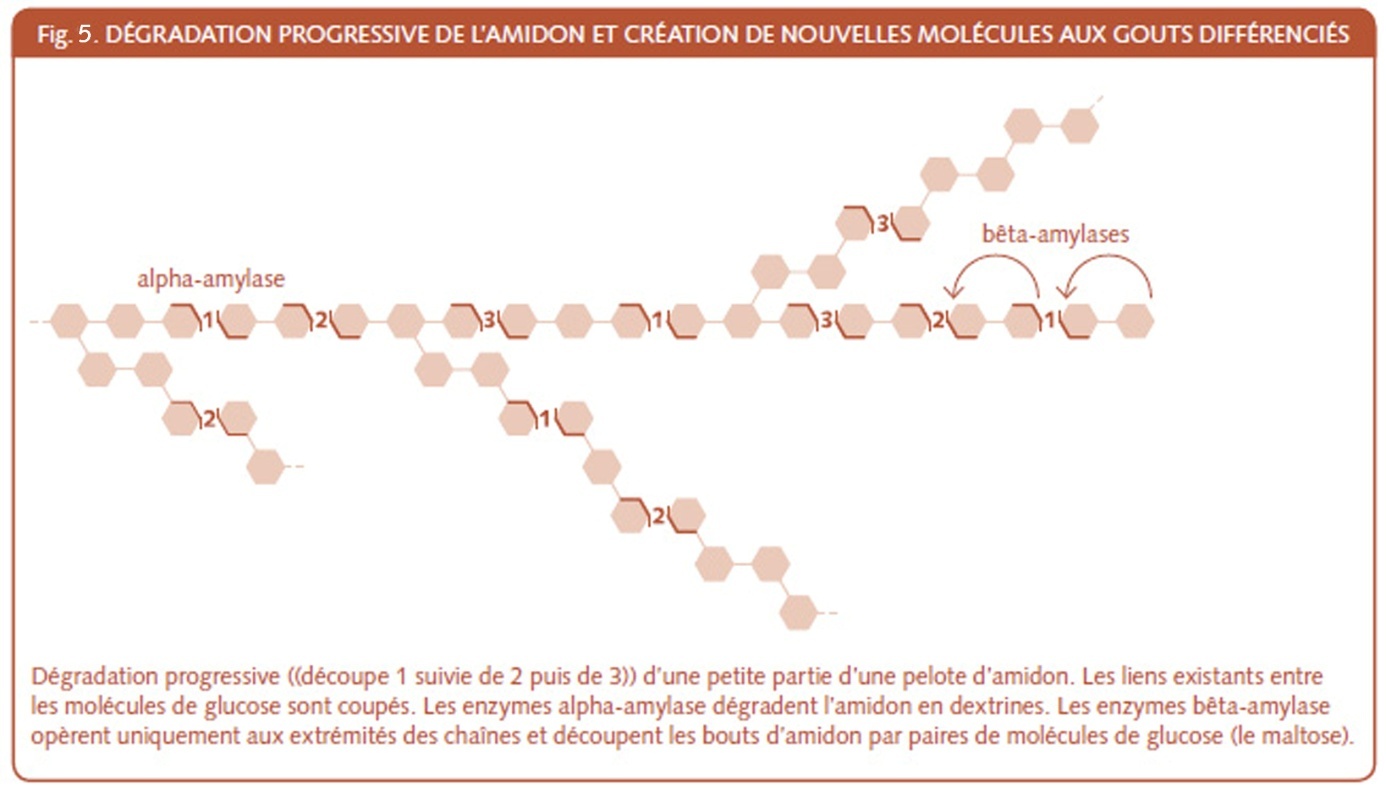
Dans le temps d’une fermentation, l’amidon du blé composé de centaines, voire de milliers de cellules de glucose accolées et ramifiées l’une à l’autre, se dégrade lentement par les enzymes amylases, c’est-à-dire celles de la plante-blé et du grain devenu farine (fig.3 ci dessous, fig.4 dans VII.5. et fig.13 et 23 dans XVI.9.1.).
Ces dégradations de l’amidon vont procurer des petits bouts d’amidon appelés « dextrines » et composés de quelques molécules de glucose attenant l’une à l’autre. Chaque dextrine portera un nom scientifique suivant son nombre de molécules de glucose, la plus connue dans notre métier est le maltose, composé de deux molécules de glucose accolées une à l’autre. Et il est reconnu que le maltose n’a pas le même goût que le glucose.
Ainsi à la décomposition lente de l’amidon se créent déjà beaucoup de molécules de goût différentes.
Le maltotriose (3 molécules de glucose liées), le maltotétraose (4 molécules de glucose liées), le maltopentaose (5 molécules de glucose), le maltohexaose (6 molécules de glucose liées ), et ainsi de suite, apporteront également des molécules de goût différentes.
Comme l’autolyse est, dans sa définition originale du professeur Calvel, une pâte sans ensemencement de microorganismes venant du levain naturel ou de levures de boulangerie, on n’arrive pas à créer avec ces enzymes ne venant que du végétal, ce que les microorganismes procurent en fermentant le glucose : du gaz carbonique, de l’alcool et des acides lactique et/ou acétique.
Il en résulte une formation des sucres différents qui garde un caractère doux, non acide ou non gazeux en tout cas. C’est pourquoi les boulangers obtenant de bons résultats dans les compétitions des meilleures baguettes (notamment à Paris ) disent que l’autolyse est la première phase de formation du goût.
 Il est fort probable également que les fermentations de pâte de farine blanche fortement ralentie par le froid ( de 6 °C à 12-15 °C ) obtiennent ce même résultat de dégradation de l’amidon sans arriver à la finalité alcoolique ou la ctique de la fermentation du glucose. Il faut savoir que la vie en anaérobie ralentit l’activité des microorganismes qui ne se multiplient pas si facilement qu’on pourrait le penser[53]. Le froid augmentant encore ce ralentissement du développement et de la fermentation des microorganismes.
Il est fort probable également que les fermentations de pâte de farine blanche fortement ralentie par le froid ( de 6 °C à 12-15 °C ) obtiennent ce même résultat de dégradation de l’amidon sans arriver à la finalité alcoolique ou la ctique de la fermentation du glucose. Il faut savoir que la vie en anaérobie ralentit l’activité des microorganismes qui ne se multiplient pas si facilement qu’on pourrait le penser[53]. Le froid augmentant encore ce ralentissement du développement et de la fermentation des microorganismes.
Si on se situe dans des températures aux environs des 15-20 °C et plus, la dégradation de l’amidon par les enzymes végétales et microbiennes pourra facilement se développer et aboutir plus facilement à des libérations dans la pâte, d’alcool, de gaz carbonique (les yeux du pain, comme disaient les anciens), et même d’acides si l’on emploie du levain.
Nous le préciserons dans le schéma au chapitre XVI.10.2, la dégradation de la molécule de glucose est en fait réalisée par douze enzymes et non pas par une seule, appelée zymase comme beaucoup de syllabus ou manuels de cours l’écrivent encore.
Une mise à jour est là aussi nécessaire. On sait aujourd’hui, que les douze enzymes actuellement repérées dans la transformation de la molécule de glucose donnent douze molécules différentes afin d’aboutir à l’alcool qui donne d’ailleurs son nom à ce type de fermentation dite alcoolique.
On obtient des molécules intermédiaires dont certaines portent des noms de glycéaldéhyde, phosphoglycérate, phosphonéolpyruvate, acétaldéhyde.
Ne retenez pas ces noms par cœur, mais retenez qu’il s’agit de molécules volatiles aromatiques qui comme l’alcool font la fameuse odeur des boulangeries.
Si les substances volatiles disparaissent à la cuisson et ne font qu’embaumer les boulangeries, elles auront au passage « parfumé » la mie. Et quand la cuisson vient arrêter la fermentation, on obtiendra des molécules intermédiaires comme beaucoup de molécules terminales, ici le gaz carbonique et l’alcool.
Toutes ces molécules font l’arôme et le goût du pain. Voir les figures 15, 25, 32 et 34 dans XVI).
Nous nous sommes arrêtés à la fermentation des sucres de la farine par la levure, mais lors de l’emploi du levain, d’autres microorganismes s’intéressent aussi à la fermentation du glucose et surtout du maltose ; les bactéries lactiques. Et elles vont fermenter différemment que la levure et même de deux manières différentes. Il existe les fermentations dite lactique homofermentaire et la fermentation lactique hétérofermentaire.
Homo- parce qu’elle ne procure en finalité de fermentation que de l’acide lactique.
Hétéro- parce qu’il s’agit là d’un type de voie fermentaire différente de la précédente, procurant au final de l’acide lactique et de l’acide acétique.
Les deux voies lacto-fermentaires du glucose procurent aussi des molécules volatiles et aromatiques intermédiaires, comme pour la fermentation alcoolique.
Du coup le levain a trois voies fermentaires différentes et a une formation de molécules-goût plus diversifiée que la fermentation unicellulaire à la levure.
Les fermentations lactiques ont des métabolites terminaux que sont les acides. Ceux-ci ne doivent pas arriver à dominer et finalement effacer tous les autres arômes produits. Là, c’est d’un challenge et de maitrise technique qu’il est question. Une molécule de glucose donne au final deux molécules d’acide lactique ou une molécule d’acide lactique, qui dans ce dernier cas de figure s’accompagne d’une molécule d’acétique ou de l’alcool et une molécule de gaz carbonique (figures 25 et 34 dans XVI).
VIII.9. À la recherche des molécules de goût en fermentant les protéines.
Nous avons vu la fermentation alcoolique des sucres par les levures et les fermentations lactiques par les bactéries.
Voyons maintenant la fermentation des protéines par ces mêmes microorganismes et toujours dans l’optique de la formation du goût. On sait se représenter la dégradation d’une chaîne de protéines schématisées par leur liaison en chaine d’acides aminés (les fig.15, fig.25 et fig.34 dans XVI).
L’apport gustatif et aromatique venant de la dégradation des protéines, qu’on appliquera de manière « ménagée », pour la boulangerie est également bien reconnu par les anciens manuels de boulangerie (fig.32 dans XVI) [54] et confirmé par des écrits récents plus approfondis[55]. Dans la fermentation au levain plus que dans la fermentation avec la seule levure, des acides aminés (proline, leucine, arginine, isoleucine, phénylalaline et méthionine) peuvent aller jusqu’à se désaminer (perdre un ou des atomes d’azote -N) et aboutir en substances volatiles donnant arômes et goût à la mie.
Dans le même cas de désamination, l’acide aminé asparagine, ne saura pas se transformer en acrylamide (XIX .5), puisqu’il n’aura pas la même teneur en atome azoté en étant totalement ou partiellement désaminé. La réputation des protéines en apports aromatiques n’est plus à démontrer dans l’alimentaire. Le très connu exhausteur de goût, le glutamate (umamî, goût savoureux en japonais et E 620 dans la nomenclature européenne des additifs), dérive de la dégradation d’un acide aminé hydrophobe ; l’acide glutamique. Celui-ci est très présent dans les protéines du blé [56], au point que le pain a un côté « aliment entrainant dépendance». Les extraits de levure que l’on vera plus loin (XVI.7) ont aussi une grande présence de glutamate sans devoir être signalée sur étiquette.
Pour rester dans la cuisine asiatique, les sauces de soja et sauces de poisson s’obtiennent avec le procédé de dégradation non plus « ménagée », mais poussée jusqu’à la dégradation totale des liaisons en chaînes d’acides aminés dénommées protéines (fig.14 dans VII.7).
Il faut un à deux ans d’autofermentation-maturation avec ajout de sel conséquent et bien dosé pour aboutir à la sauce de poisson artisanale. Ce qui va jusqu’à liquéfier le produit de base et ce qui bien sûr, n’est pas l’objectif en fabrication de pain quotidien se voulant bien levé.
Au niveau du goût, la protéolyse (dégradation des chaînes de protéines) peut conduire à d’autres aspects moins positifs lors d’une trop longue fermentation de la pâte, puisqu’elle peut présenter le développement de peptides amers[57]. Une amertume présente dans les fermentations de certains fromages à pâte dure, type Gruyère, mûris à des températures et dans des conditions précises, après caillage à la présure de lait et chauffés à basse température puis affiné pendant 5 à 18 mois.
Cette amertume est parfois moins bien reçue dans les fermentations panaires poussées trop loin[58]. Dans des fermentations fort levurées qui peuvent avoir une activité fermentaire plus importante. Dans des fermentations conduites sans soin ou au contrôle non régulé dans la durée par une température au froid positif. On peut alors arriver à ce goût amer apporté par une dégradation trop poussée arrivant à la formation d’un ou di-peptides qui expriment l’amertume (XV.2 et XVII.1.3).
VIII.10. Les fermentations dites secondaires.
D’autres fermentations que les fermentations alcooliques et lactiques et qui seront appelées secondaires existent aussi. On les relevait surtout du temps où la fermentation à la levure dominait presqu’outrageusement en boulangerie. Dans les fermentations levurées, on estime les fermentations secondaires à ± 5 %, elles produisent glycérol, acides organiques, aldéhydes, esters, alcools supérieurs, des composés aromatiques[59].
Dans la fermentation au levain, on compte aussi, mais presque à l’état de traces (0,59 % de l’acidité titrable), d’autres acides organiques propionique, isovalérique, valérique, isobutyrique, butyrique[60]. Certains de ces acides (surtout les « iso ») sont plus présents dans la fermentation ensemencée à la levure. Dans ce dernier type de fermentation, cette fermentation secondaire ne sera pas masquée par les acides, lactique et acétique présents dans la fermentation au levain.
Dans le levain, des fermentations non souhaitables pour le goût et l’odeur peuvent également venir lors de fermentations plutôt à de plus hautes températures.
Le lactobacilles viridenscens (trad. : devenant vert), le bacille enterobacter cloacae qui veut dire bacille de l’égout, ou des steptrocoques pyogènes (c.à.d. générant la putréfaction) ont été baptisés de manière suffisamment parlante pour savoir qu’il faut les éviter. Ils sont recensés dans un chapitre que le microbiologiste G. Spicher dénommait en 1987 par parasites pollueurs du levain[61].
Bibliographie du chapitre VIII Aspects gustatifs
- Roger Drapron et Daniel Richard-Molard, 1979. ↑
- Camille Vindras-Fouillet, le 17-12-2014, p. 37. ↑
- Markus Brandt, 2006 c, p.21-27 ; F. Migoya, N.Myhrvold et coll., Vol.2, p.35. ↑
- F. Sauvageot, 2002. ↑
- Camille Vindras-Fouillet, 2014, p. 28. ↑
- Eurogerm, p. 4. ↑
- Eurogerm, p. 7. ↑
- Camille Vindras-Fouillet, 2014, p. 11. ↑
- Camille Vindras, p. 120, 194. ↑
- Charlotte Urien, le 23-01-2015. ↑
- Joseph Pelhate, p. 273-290. ↑
- Bertrand Louart, p. 5, reprenant Jean-Pierre Berlan, La Guerre au vivant, éd. Agone, 2001. ↑
- édouard De Pomiane, p. 9. ↑
- Bertrand Louart, p. 5. ↑
- Lempa et Lesaffre, 2015. ↑
- Camille Vindras-Fouillet, 2014, p. 30. ↑
- Lempa et Lesaffre, Le pain, mot à mot, lexique sensoriel des pains à croûte, 2015. ↑
- S.Kaplan, 2020, p.33 – 49 et p.324 – 336. ↑
- Camille Vindras, 2014, p. 27. ↑
- Roger Drapron et Daniel Richard-Molard. ↑
- Michael Gänzle, 2006b, p. 168. ↑
- Bernard Onno et Philippe Roussel, 1994, p. 306. ↑
- Annabelle Vera, 2020, p. 134. ↑
- F. Dellaglio (coll.), p. 25-116. ↑
- G. Böcker, R. F. Vogel et W. P. Hammes, septembre 1990. ↑
- Émilie L’Homme, 27-03-2015. ↑
- Délibération du conseil de Paris du 24-01-1994 relative à la création du grand prix de la baguette de la ville de Paris. ↑
- Christophe Martin (coll.), août 2008. ↑
- Journal « Le Monde » et A.F.P. du 30-11-2022. ↑
- Arrêté Royal [belge] relatif aux pains et autres produits de boulangerie du 02-09-1985. ↑
- Carole Prost, 2015. ↑
- Hubert Chiron, 2010, p. 239. ↑
- Guy-Claude Burger, p. 22, 23. ↑
- L. A. Mucci (coll.), p. 1326-1327. ↑
- Camille Vindras, 2012, p. 6, 7. ↑
- O. De Serres, p. 107. ↑
- Stephan Symko, chapitre « Développement des variétés de blé au Canada ». ↑
- Camille Vindras, 2014, p. 25, 62, 136. ↑
- A. Dusseau, 1931. ↑
- A. Dusseau, 1932. ↑
- Camille Vindras, 2014, p. 39. ↑
- Julien Lacanette, p. 2, août 2015. ↑
- Lily et Jean-Christophe Moyses (coll.), 2014 et Lily et Jean-Christophe Moyses (coll.), 2016. ↑
- Yves Candeborde (coll.), p. 58, 59. ↑
- A.Charlegelegue et coll., p. 309. ↑
- Malouin, p. 266. ↑
- R. Calvel, 1990. ↑
- R. Calvel, 2002, p. 212. ↑
- R. Calvel, 1974. ↑
- R. Calvel, 1980. ↑
- R. Calvel, 1999. ↑
- S.L. Kaplan, 2002. ↑
- B. Poitrenaud, 1994, p. 174. ↑
- Léon Boutroux, p. 170 ; Le Manuel de boulangerie-pâtisserie suisse, 1949, p. 67. ↑
- Markus Brandt, 2006c, p. 21-27. ↑
- J. -M. Belin et F. Husson, p. 271 et Y.Dacosta, 1986, p. 86-91. ↑
- P. Roy et P. Durand, p. 109. ↑
- Y. Popineau, P. Masson et J. -L. Thebaudin, p. 147, 151. ↑
- Bernard Poitrenaud, 1994, p. 175. ↑
- Bernard Onno et Philippe Roussel, 1994, p. 306, 307. ↑
- Gottfried Spicher et Hans Stephan, 1987, p. 49. ↑
