Chapitre XIX. Les choix de maturation de la pâte et du pâton
La division en deux parties du chapitre fermentation entourant le chapitre pétrissage peut encore vous surprendre. Je m’excuse si je dérange l’ordre classique et habituel de vos schémas qui est peut-être celui d’anciens manuels, mais j’ai voulu tout simplement être plus strict au niveau chronologie du travail.
Il est clair que l’on hérite dans ce chapitre maturation de la pâte, de l’ensemencement des pré-pâtes (XVII) préparées avant le pétrissage de la pâte que l’on pourrait appeler ici pâte finale. Celle-ci va se remplir et vivre de la mémoire fermentaire reçue pour continuer son voyage, sauf dans le cas qui vous entretient de la méthode directe à la levure, ci-après.
XIX.1. La fermentation en direct à la levure
Avec cette fermentation à la levure, on se passe de pré-fermentation et se positionne dans la lutte contre le travail de nuit, ne nécessitant pas la contrainte des entretiens que l’on appelle « rafraîchis » de levain, une rationalisation du travail en somme. Au moment de pétrir la pâte finale, donc directement, on ajoute le ferment, pas avant.
Ce n’est plus de l’auto-fermentation qui génère un travail de fermentation mixte, lactique et alcoolique, mais seulement des levures qui sont les microorganismes qui produisent « ces yeux du pain », dénomination que les anciens employaient pour définir les alvéoles de gaz carbonique (CO2) « coincées » dans la mie.
Comme pour appuyer son classement de la levure dans les levains artificiels, Parmentier y va, en 1778, de son jugement [1], la levure « n’est pas analogue à la pâte comme le levain, elle s’y trouve séparée sans être confondue ni combinée avec les autres parties constituantes du pain ». Le même auteur du siècle des lumières insiste [2] en disant que « comme la fermentation de la levure va toujours trop vite, les nuances du mouvement intestin qui s’y passe, sont à peine perceptibles par les sens ».
Propos qu’appuie un peu Malouin, quand il dit que « la levure est à la bière, ce que le levain est à la pâte[3] » .
Nous l’avons déjà observé (XV.1), Malouin et Parmentier n’accordaient aucune crédibilité aux si petits animaux vivants, que la toute jeune pratique du microscope commençait à découvrir. Et ils ne connaissaient pas la baguette, du moins comme on l’a connaît aujourd’hui avec tout l’engouement identitaire qui existe pour elle (VIII.4).
Eux parlaient de subsistance et la baguette n’a pu s’imposer que lorsque l’approvisionnement alimentaire avait dépassé les seuils de la pitance, du nutritif vu par la lorgnette du minimum vital, de l’essentiel.
Nous avons vu (IX.9 et XV.2) que les levures du xviiie siècle ne sont pas à comparer à celles du xxie siècle.
Il ne faut pas s’interdire une critique de la fermentation levurée en direct, même si on est convaincu que nutritionnellement, elle est à classer au second plan au niveau des choix nutritifs (XIX.5).
De toute façon, elle est consommée par une grande partie de la population, alors autant s’y intéresser et soigner au mieux cette fermentation.
Au début de la vente de levure pressée (XV.3), c’est une nouvelle spécialisation et un nouveau secteur économique (les levureries industrielles) qui s’ouvrent dans la filière allant du grain au pain.
Exactement comme les semenciers avaient dû s’ouvrir un nouveau marché dans cette même filière en offrant plus de rendement à l’hectare pour se faire valoir vis-à-vis du grain que l’on se contentait de ressemer. Ici, la levure doit s’imposer face à un moyen de pousse qui « ne coûte rien » (dans les factures d’entrée de matières premières du moins), le levain qui s’autoproduit.
Pourquoi acheter le ferment alors que l’on peut le faire soi-même ? Dès lors des arguments de la promotion industrielle et sociale qui existaient beaucoup au xixe siècle insisteront sur le fait que l’emploi de la levure permet d’éviter du travail de nuit. N’empêche que pour « que la pilule passe mieux » budgétairement, au début de la commercialisation de la levure pressée, on ne conseillait que l’ajout de 0,5 % de levure au kilo de farine au lieu des 2 % qui sont la dose moyenne de nos jours.
Ce sont ces faibles doses de levure que Monsieur Brosson préconise dans ses conseils et applications pour promouvoir cette nouvelle méthode de panification, au début du xxe siècle. Le conseiller des Grands Moulins de Paris, lorsqu’il rédige une notice sur le travail en direct [4] écrit même que l’on peut, « si l’on veut prolonger la fermentation, diminuer de quelques grammes la dose de levure, mais ne jamais employer moins que trois grammes par kilo de farine », soit 0,3%. Ce qui corrobore le chiffre limite émis dans la partie consacrée à la frontière entre les ensemencements levurés et l’auto fermentation (XVII.2).
Vers la même époque, Émile Dufour signale que pour le travail sur viennois (nom que celui-ci donne au travail sur levure à son époque), « ce n’est pas la levure qui fait le bon travail, mais le pointage », soit, ce n’est pas l’ingrédient levure, mais l’utilisation que l’on en fait qui est important. Il insistera : « Ce qu’il faut surtout au direct, c’est du pointage[5]. »
Pour remédier au manque de force et de temps d’imprégnation que peut avoir un travail en direct trop rapide, il préconise de fraser les trois quarts de la farine de la pâte puis s’arrêter. Mettre le quart restant et s’arrêter encore. La mise en route s’opérera avec des arrêts entrecoupés (XVIII.1.2 et XVIII.3).
Le procédé d’autolyse viendra, cinquante ans plus tard, quelque peu remédier aux manquements de temps d’imprégnation de l’eau dans la farine.
 Ce procédé en direct à la levure est souvent trop expéditif en durée et ne permettait pas bien l’action agissant par capillarité (XI.2).
Ce procédé en direct à la levure est souvent trop expéditif en durée et ne permettait pas bien l’action agissant par capillarité (XI.2).
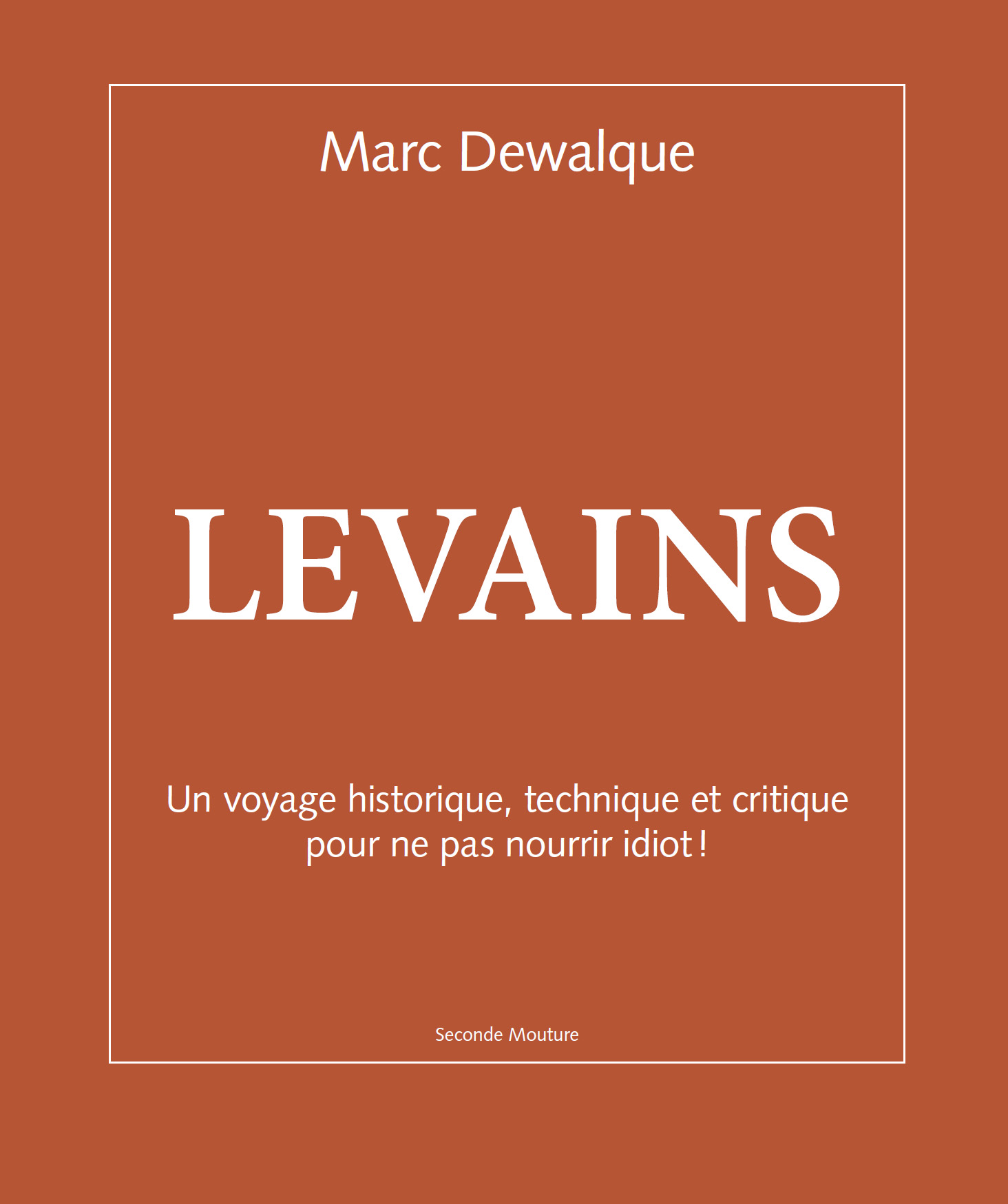
Affinons ce choix technique de l’ensemencement inférieur au 1 % de levure au kilo de farine grâce à Raymond Geoffroy qui un peu avant la Seconde Guerre mondiale consacre dans son écrit une somme de nonante pages sur les avancées de la connaissance scientifique de la fermentation panaire. Elle est alors observée principalement sous l’aspect de la formation de gaz carbonique et par conséquent de la fermentation levurée [6]. Lorsqu’il veut apporter un discernement sur la dose de levure pour inoculer une fermentation, je trouve ses schémas assez parlant (fig.1). Comme pour l’ensemencement levain, moins de ferment permet d’allonger la fermentation ensemencée à la levure[7].
Sauf qu’ici, si on se prend à comparer le nombre de cellules de levures apportées au kilo de farine avec celles des cellules de microorganismes présentes en auto-fermentation, le calcul laisse apparaître une flagrante domination par le nombre (fig. 10 dans XVII). Avec des apports importants de levure, on est pratiquement assez vite en surdosage, du moins si l’on recherche de longues fermentations plus positives.
On remarque dans la fig.1, qu’un ensemencement à 0,5 % atteint son summum de vitalité vers cinq à six heures de fermentation alors qu’avec une dose de 4 %, il est atteint en trois heures et assez vite suivi d’une chute de l’activité.
La levure « jette son feu trop vite » disent même les anciens ( XV.1 et XVII.1).
Si le choix d’une bonne fermentation en direct et à la levure est important, ce qui est vraiment indicateur, c’est qu’il faut dès lors privilégier un faible ensemencement afin d’allonger l’espace dit « goût du pain ».
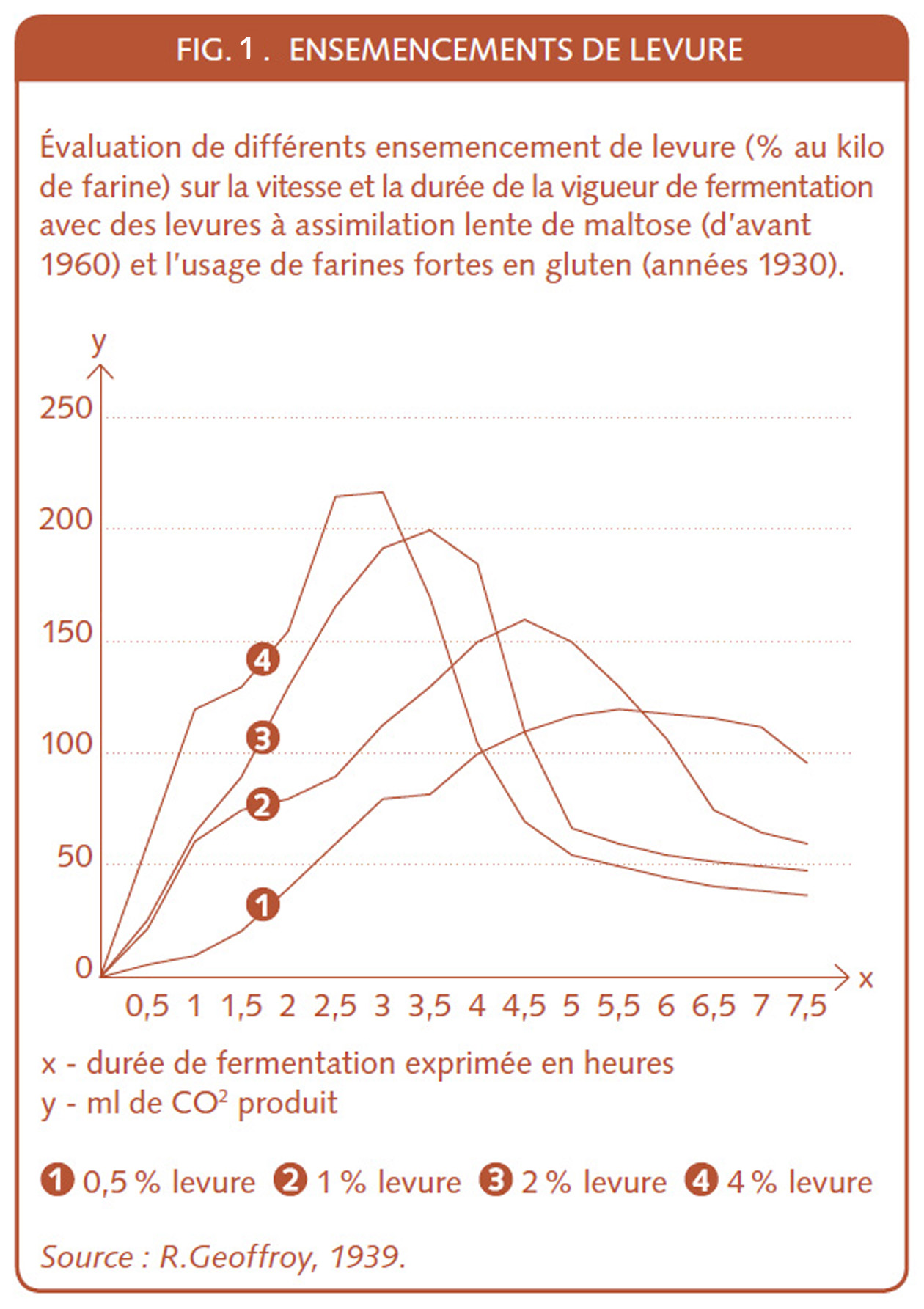
 Voyons maintenant (fig.2) toujours inspirée par Raymond Geoffroy[8]l’interaction entre la température et l’activité des levures.
Voyons maintenant (fig.2) toujours inspirée par Raymond Geoffroy[8]l’interaction entre la température et l’activité des levures.
Là, en comparant l’attitude de la fermentation à 20 ° C jusqu’à 30 ° C, on remarque que la plus froide maintient plus longtemps l’action fermentaire.
Avec cette évaluation, nous sommes encore à l’époque de R. Geoffroy (années 1930) avec des levures à adaptation lente au maltose. Une trentaine d’années plus tard, viendra la levure à adaptation rapide au maltose, qui est celle dont nous disposons aujourd’hui (XV.6, XVI.10.2 et XVIII.5).
En résumé, l’ensemencement en direct n’est pas le plus recommandable. Si on choisit de le pratiquer malgré tout, une infime dose de levure et une fermentation lente à des températures environnant les 20 °C donneront les meilleurs résultats.
XIX.2. La répartition de la maturation entre le pointage et l’apprêt
On ne va pas reprendre toutes les diverses appréciations de la maturation des pâtes par la fermentation déjà vues (XVII.5), mais il est clair qu’il faut prendre l’ensemble de la fermentation de la pâte finale comme une période de maturation. D’ailleurs les deux termes venant de nos anciens : pointage de « être à point » et apprêt de « être prêt », expriment bien cette recherche de maturité.
Si l’on travaille avec de faibles ensemencements de ferments (ce que je vous souhaite) et par exemple qu’avec du levain naturel, la maturation aura plus de facilité à s’installer dans la plus grande masse (pointage de la pâte) que dans le pâton (l’apprêt). L’ami Pedro de Lille a toujours entendu parler de l’effet de masse favorable à la fermentation (échanges thermiques et autres). Le pointage, écrit-il sur un fil de discussion de boulangerie.net, c’est pour constituer le réseau, l’apprêt c’est pour la production de gaz.
Le premier serait plutôt vers la fraîcheur et le second vers plus chaud pour activer.
Ainsi lorsque que l’on doit répartir la maturation entre le pointage de la pâte et l’apprêt du pâton, on sera plus ou moins à 50/50 pour les pâtes à la levure surtout celle en direct, à une répartition de deux tiers/un tiers, pour les pâtes au levain et les pâtes avec pré-pâte levurée. Puisque la maturation plus faiblement ensemencée en ferment réalise mieux son action en masse.
L’utilisation des diviseuses-formeuses (surtout celles qui cherchent à dégazer le moins possible) élimine pratiquement cette répartition, puisqu’aucun façonnage n’expulsera intensivement les alvéoles gazeuses de la pâte (fig.3 dans ce chapitre et fig.2 dans XX), juste une division qui se veut la plus souple possible, qui sans machine équivaut à une fermentation en bac, ou la paline positionnée sur la tranche sert à séparer les pâtons, sans plus de façonnage.
La pâte travaillée au froid positif devra subir une petite détente avant la division et façonnage du fait que le froid arrive à figer un peu plus et aussi par la lente remise en température qui diminue l’action de maturation. Cette phase de vie au froid, cela change suivant que ce soit le pointage ou l’apprêt qui le vive (XVII.6.10).
La détente, cette petite séquence de relaxation de la pâte existe pour ne pas imposer trop de contrainte à la pâte, est aussi à appliquer après la division, en fonction du respect de ce qu’une pâte peut endurer. Ce que l’on sait constater visuellement ou au toucher et qui est bien difficile d’intégrer à une automatisation mécanisée et programmée dans un diagramme ne s’adaptant pas aux différences de ténacité et/ou extensibilité ressenties.
Au niveau ressenti justement, R. Guinet et A. Charlegelegue écrivent : « Par l’augmentation de la pression au sein de la pâte due à la rétention du gaz carbonique et la distension du réseau glutineux qui s’ensuit, on peut considérer que la transformation en masse apporte une énergie complémentaire de celle qui est fournie au pétrissage». Là, j’ai envie de dire, bonjour à la maturité de la pâte, on parle de toi ! « De ce fait, il existe nécessairement une relation entre ces deux sources d’énergie dont la somme doit être estimée en fonction des résistances de la pâte [9] ».
Le rabat effectué lors du pointage peut aussi être un vécu d’artisan qui ne se transfère pas facilement dans une mécanisation planifiée à l’avance, puisque le geste sera adapté, ferme ou lâche en réponse à ce que la pâte nous renvoi en terme de résilience. Cette intervention de « resserrement » de la pâte n’a pas été reprise dans les lignes de panification automatique.
Le façonnage minimum peut malgré tout arriver à dégazer, mais réduit à sa simple expression, il aura des mouvements qui, eux aussi, s’accommoderont de l’état de la pâte.
Vu que le gaz est en partie perdu lors de façonnage important, on s’est parfois trop intéressé au gaz fournissant la levée de la pâte à l’apprêt. Et le pointage en a été peu soigné à l’époque de la domination des pâtes levurées.
Le retour à l’emploi du levain naturel ou à d’autres pré-pâtes levurées va rendre une place plus importante au pointage.
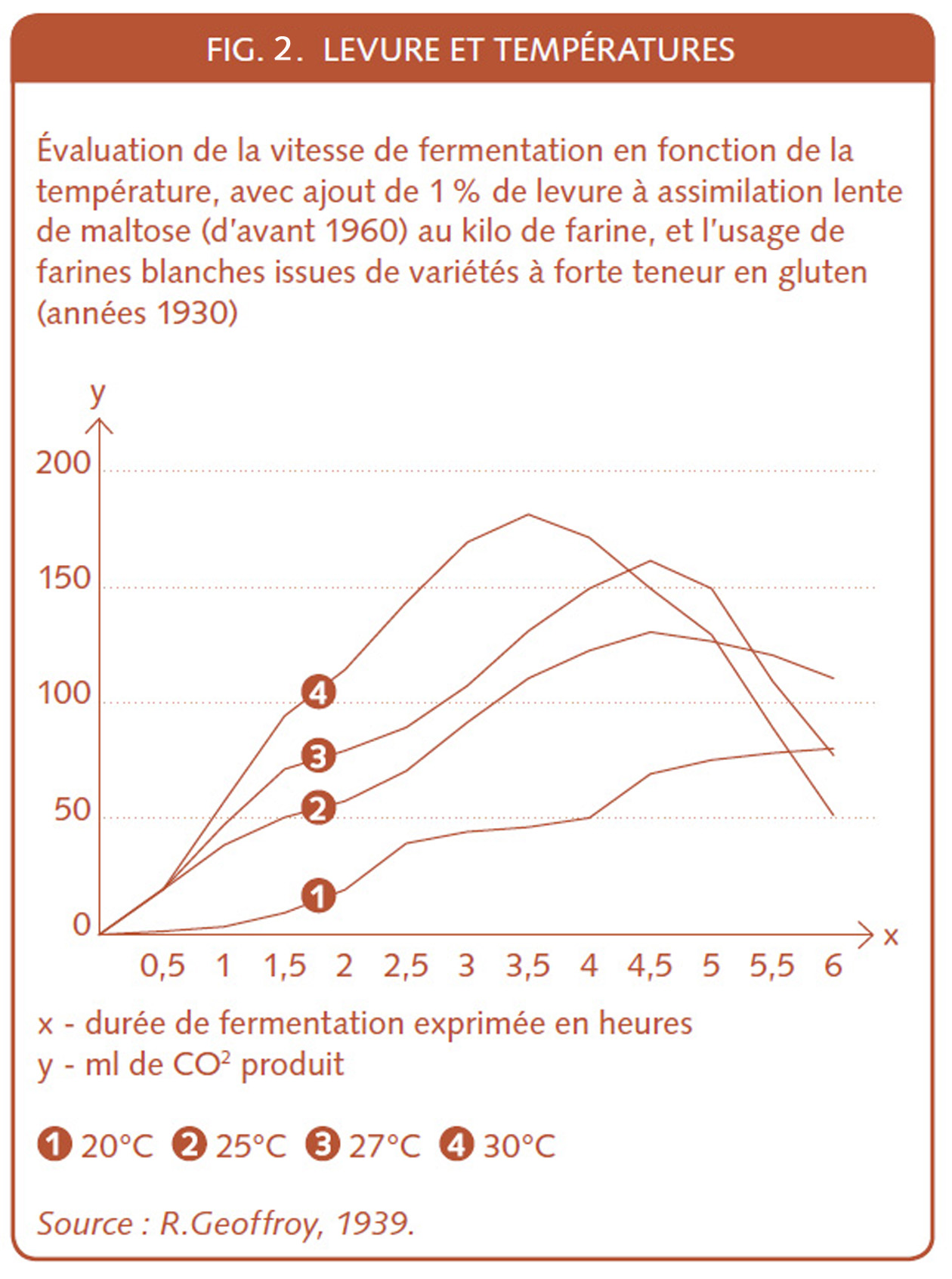
| fig.3. Répartition entre la fermentation en masse, le pointage,
et la fermentation en pâtons, l’apprêt. |
|
| Pâte en direct
à la levure |
 |
| Pâte en indirect
au levain |
|
| Pâte en indirect
avec pré-pâte levurée |
|
| Pâte non-façonnée avec diviseuse-formeuse | |
| Pâte différée au froid positif par blocage à 4°C | |
De nos jours dégazer devient moins « la norme », quand on voit par exemple la recherche des diviseuses-formeuses les plus performantes qui l’évitent au maximum (fig.3).
Les gaz apportent des composés volatils aromatiques qui imbibent la mie lors de leur évaporation à la cuisson. Gardons-les, plutôt que de les chasser.
Le dégazage s’effectue lors de trop fortes fermentations (même courtes, parce que sur-dosées), il évite que l’alcool et le gaz carbonique de la fermentation alcoolique n’aillent jusqu’à détruire les fragiles parois cellulaires des microorganismes provoquant la mort de ceux-ci.
Les bactéries lactiques du levain peuvent réaliser aussi de trop nombreuses ruptures de chaînes de molécules lorsqu’il s’agit de fermentations au levain conduites trop loin (XVI.10.3.3 et fig.21 dans XIX).
C’est pourquoi, il nous faut trouver les équilibres et bien repérer les limites, puisque, autant une fermentation va apporter une « prise de force » et du goût. Si on va un pont trop loin en durée (ou maturation) de la pâte, la fermentation peut détruire la texture. Le gluten et les autres réseaux (pentosanes et amidon) faisant le maillage de la pâte par son élasticité et sa viscosité peuvent se détériorer si le découpage des chaînes est trop important.
Là encore avec les blés modernes, « les gros peptides résistent à l’hydrolyse » (VII.7) mais aussi (et c’est moins positif nutrionnellement), à leur assimilation par l’appareil digestif.
Pour le gluten, « la région la plus sensible aux coupures est la jonction des segments répétitifs, [ …] lorsque les gliadines sont dénaturées (réduction des ponts disulfures), l’hydrolyse est plus rapide », voilà ce que signale un article se penchant sur la protéolyse (dégradation des chaines d’acides aminés liés entre eux – fig.15 et fig. 32 dans XVI et fig.21 de ce chapitre.[10]
On peut également activer la fermentation, pas seulement à cause de trop fortes doses d’ensemencement de ferment, mais aussi avec des températures trop chaudes. Dans les températures, au-dessus de 20 °C, « une augmentation de 1 °C de la température de la pâte entraîne une augmentation de vitesse de développement de 10 à 15 % », mais ce sera aussi le cas pour le dépassement de la dégradation de ce qui fait la charpente de la pâte. Il faut tenir compte de ces deux aspects et faire ses choix de diagramme de fermentation en fonction.
À 33 °C, on constate une diminution significative de la qualité du pain due au fait que la pâte retient moins bien le gaz carbonique pendant la cuisson[11] ». Toujours plus technique, reprenons Yves Dacosta, qui écrit : « la solubilité des protéines augmente avec la température[12] ». En fermentation levurée, du fait de l’ensemencement concentré en microorganismes que l’on ajoute à la pâte, on peut très vite accélérer la maturation qui s’imbrique dans un processus ininterrompu de dégradation des éléments de la pâte. Pour rappel, si la fermentation au départ est utile pour la prise de force, elle devient destructrice lorsqu’elle se poursuit trop loin. Que se passe-t-il ? En schématisant, il est simple de comprendre que la levée de la pâte qui est une oxydation dans un premier temps va étirer le ressort ou l’élasticité jusqu’au risque de la rupture.
Dans une fermentation au levain naturel, par l’augmentation de l’acidité dans la pâte, l’enzyme dégradant les protéines (l’aspartyl-protéase) se trouvant dans la farine, aura une activité plus forte[13] puisqu’elle trouve son point d’optimum d’activité au pH levain. Et en plus les bactéries lactiques du levain, de par leurs simples présences, ont produit cette acidité, produisent elles-mêmes leurs propres protéases[14]. Ces deux actions de dégradation conjuguées ( de l’enzyme de la farine et de l’enzyme du microorganisme) vont faire perdre au gluten son élasticité, allant jusqu’à l’extrême, vers la liquéfaction. Un tutoriel en ligne montre bien la différence existant dans la protéolyse avec levain et levure[15]. Il montre la dégradation et la digestibilité du gluten après deux, trois, quatre, cinq puis vingt heures en fermentation à la levure. Dans ce tutoriel (le n°4) de l’école Internationnale De Boulangerie (Eidb) de Noyers sur Jabron, on remarque la dégradation et digestibilité du gluten après 2, 3, 4, 5 puis jusqu’à 20 heures pour la seule fermentation levure. Tout en sachant que l’ensemencement levain est de 200 gr de levain tout point (de seigle hydraté à 120 %), par kilo de farine T80 et l’ensemencement levure est de 5 gr (soit 0,5 %) de levure fraîche par kilo de farine T65.
N’oublions pas que le vieux classement des protéines qui s’établissait suivant leurs solubilités montrait que les protéines du gluten se dégradent dans des solutions extrêmes soit acides ou basiques (VII.7, VIII.9 et XVI.10.3).
Et c’est vrai que le praticien qui va trop loin en fermentation levain, voit son pâton perdre toute sa plasticité. Ainsi les protéines du gluten se transformeront en acides aminés du gluten, vont perdre leur fonction technique texturante, mais garder et même bonifier leur fonction nutritive. Mais, cela n’est pas forcément intéressant pour les boulanger(e)s dans la panification.
Avec un pointage long et un apprêt, qui se dit « jeune » ou un peu « vert », on obtient à l’enfournement, une pâte qui a encore de la force à donner et si les réseaux n’auront pas été trop dégradés, ils sauront encore avoir cette musculation de développement et expansion au four.
C’est plutôt à la fin de mon parcours professionnel que j’ai pris mieux conscience qu’il vaut mieux miser sur des pâtes les plus froides possible, puisqu’avant on se rassure plutôt avec une chaleur suffisante. Le même raisonnement est à tenir avec cette répartition pointage/apprêt. On croit assurer le développement du pâton plutôt à l’apprêt au temps où la maitrise et l’assurance n’est pas encore de mise, mais lorsque l’on prend conscience que le pointage ne retarde pas l’apprêt du pâton, mais le prépare bien et l’habille comme il le faut, on allonge le pointage et réduit l’apprêt. Mais bien sur, il faut accepter de changer pas mal d’habitudes et sortir du confort de la routine, anticiper de manière horaire pour sauvegarder le résultat, prévoir voire programmer la remise en question.
Ne nous voilons pas la face, c’est exigeant.
XIX.3. Différents aspects de la maturation du levain suivant les approches
Désolé, je vais encore être compliqué, j’aurais bien voulu que ce soit simple, mais ce n’est pas seulement parce que je suis bavard et que je me veux parfois encyclopédique, mais c’est que la méthode de panification au levain sera différente si l’on travaille sur des céréales différentes. Le froment et le seigle auront besoin d’approches technologiques différentes et le résultat recherché dans le pain apporté sur les tables du monde si diversifiées, ne nécessite pas non plus les mêmes méthodes.
Alors sur quoi se différencient les levains sur froment clair, sur seigle complet et sur pâtes riches dites « jaunes », dans respectivement, les écoles française, allemande et italienne pour ne citer que les plus importantes en informations disponibles.
Voyons le tableau général d’entrée de jeu (fig.4) et approfondissons chaque méthode de fermentation au levain, après.
| fig.4. Trois recherches différentes de maturité du levain | ||
| Sur pâte de froment crème | Sur pâte de seigle intégrale | Sur pâtes riches (briochées) |
| Levain tout-point | Vollsauer -levain finalisé- | Pâtes jaunes au levain |
| Représenté
par l’école française |
Représenté
par l’école allemande |
Représenté
par l’école italienne |
| Pour fournir un bel alvéolage et permettre une bonne force de pousse | Pour calmer l’activité enzymatique du seigle complet par acidification | Pour adapter la microflore aux importantes doses de sucre, de beurre et de jaunes d’œufs |
XIX.3.1. L’école française du levain sur froment clair
En France, on a une approche voulant une force de pousse de la pâte sans apport de levure de boulangerie et si possible avec seulement une petite pointe d’acidité dans le résultat final. Si nous retournons aux sources des professionnels français[16] pour creuser le sujet, nous trouvons de multiples témoignages de cet aspect.
Ces écrits découlent pour l’essentiel des méthodes mises au point par la boulangerie parisienne entre la fin du xviie siècle et les années 1770, période durant laquelle le levain dominait dans le choix des fermentations (XVII.5.1).
Une collecte des passages consacrés à la panification au levain dans les manuels de boulangeries des ces années, réserve quelques pépites avec Parmentier[17] qui est le témoin de référence.
Dans le dicton ; « Vieilles remouillures et jeunes levains font du bon pain », c’est avec l’expression « jeune levain » que Parmentier retient le plus notre attention. Dans son célèbre livre, Le Parfait Boulanger, il définit le jeune levain ainsi : « Il a un très grand volume, sa surface est unie et blanchâtre, il est très léger, tenace et visqueux, son odeur est agréable, pénétrante sans encore être acide. […] Il est dans le commencement de fermentation. Son état est seulement gazeux, c’est celui qui soulève doucement la pâte sans l’aigrir, ni la faire créneler et donne en même temps un bon goût au pain [18]». Et Antoine Parmentier de préciser, c’est « l’expérience, l’industrie et peut-être même le hasard [qui] firent naître l’idée de renouveler souvent [les levains], c’est-à-dire d’y ajouter une nouvelle quantité d’eau et de farine, opération qui, diminuant leur aigreur, augmente leur spiritueux[19] ».
De même, dans les écrits de Nicolas Baudeau, on trouvera : « Pour faire du bon pain, il faut […] que depuis le levain de chef jusqu’au levain de tout point, il y ait toujours une fermentation entretenue, qui devienne plus douce à chaque rafraîchi[20]. »
Et enfin toujours à la fin du xviiie siècle, dans l’ouvrage de Malouin : « En général, pour avoir du bon levain, propre à faire lever la pâte et composer du bon pain, il faut toujours refaire plusieurs fois les levains, augmentant chaque fois leur masse qui devient chaque fois aussi, moins acide ou plus spiritueuse[21] ».
Il nous paraît crucial d’observer dans ces approches techniques de la fermentation au levain qu’il y a une volonté d’employer le levain sans attendre, par conséquent pas dans sa forme décroissante (fig.22. dans XVII.5.5.).
Nous trouvons dans L’Art du boulenger de Malouin, un deuxième objectif à atteindre, corollaire à cette recherche d’état de maturité modéré. Celui-ci indique[22] qu’« il vaut mieux pétrir à grand levain qu’avec petit levain ». Parmentier reprend cette maxime en ajoutant que certaines oreilles sont « sourdes à la voix qui leur crie, n’employez que du levain nouveau et en très grande quantité[23] ». Toujours d’après les descriptions de Malouin, le pain « qui a meilleur goût, qui a son goût propre de pain, [c’est celui] dans lequel on ne doit pas plus distinguer celui [le goût] de la farine, que celui [le goût] du levain[24] ».
Après le siècle des lumières, prenons deux auteurs du siècle suivant avec des commentaires qui feront un peu charnière avec l’époque se voulant plus moderne par l’emploi de la levure. D’abord Antoine Bolland qui nous donne une formule quasi cabalistique : « Le levain avec lequel on fait un autre levain est toujours plus acide que ce dernier et celui-ci est plus acide que la pâte à faire le pain[25] » . Cela pour signifier que l’acidité doit diminuer au fil des rafraîchis.
En 1889, Léon Hendoux commente le travail sur pâte[26] (XVII.5.7), où une partie de pâte (25 à 30 %) de la fournée précédente ensemence en ferments la fournée suivante. Hendoux écrit que ce travail « peut se préparer et entrer sans inconvénients dans le pétrissage, attendu que le levain n’a aucune aigreur ». Cinq pages plus tôt, il note que, « si le levain a été bien travaillé […] il ne reste plus rien de son aigreur ».
Léon Boutroux qui est plus un chercheur qu’un boulanger professionnel et qui va jusqu’à faire référence à des études allemandes et anglaises, évoque le levain de première dans sa publication de 1897. Pour lui, c’est une opération qui « rend la fermentation de plus en plus franchement alcoolique…et diminue l’acidité ». Le levain de seconde est justifié « par la nécessité d’obtenir une fermentation dans laquelle la levure prédomine de plus en plus[27] ». Émile Dufour, maître boulanger parisien, indique en 1935 qu’il a « été obligé de supprimer la fantaisie [pâte blanche façonnée en plus petite taille] fermentée au levain, le client préférant le viennois [préparé à la levure] qui est plus doux[28] ».
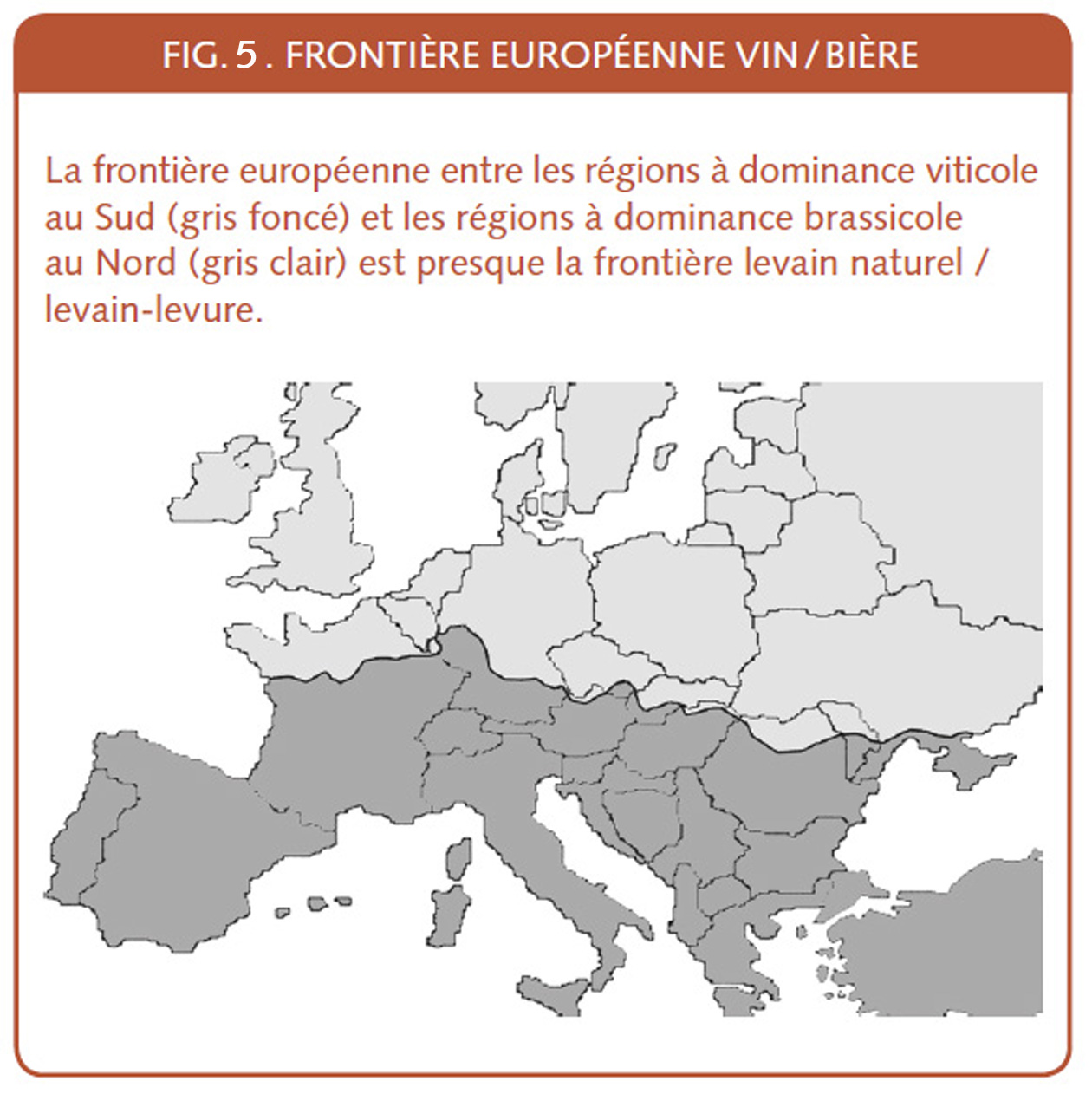 En regard de ce constat venant d’archives, le décret de 1993 apparaît comme une fausse note avec cette obligation d’aller rechercher un pH de 4,3 et 900 ppm d’acide acétique endogène. Dans un pays comme la France, qui est à dominante viticole par rapport au brassicole, on avait historiquement la levure moins à disposition. La frontière vin/bière (fig. 5) devenant presque par tradition, l’obligation d’employer le levain comme force de pousse, du fait de la moindre disponibilité de la levure de bière fraîche.
En regard de ce constat venant d’archives, le décret de 1993 apparaît comme une fausse note avec cette obligation d’aller rechercher un pH de 4,3 et 900 ppm d’acide acétique endogène. Dans un pays comme la France, qui est à dominante viticole par rapport au brassicole, on avait historiquement la levure moins à disposition. La frontière vin/bière (fig. 5) devenant presque par tradition, l’obligation d’employer le levain comme force de pousse, du fait de la moindre disponibilité de la levure de bière fraîche.
Pour la recherche sur l’identité du levain sur froment de l’école française, dans une lettre ouverte concernant le décret français et le levain, publié dans la revue « les miettes de la bio[29] » en 1993, j’ai eu l’occasion de critiquer la perte d’identité de l’école française du levain de froment si l’on doit obtenir ces critères d’acidification. Et plusieurs événements viendront confirmer cette analyse.
Le premier starter SAF Levain LV1 a été notamment présenté le 22 septembre 1994 par Bernard Poitrenaud au Cebp (Centre d’Étude en Boulangerie-Pâtisserie à Paris-Orly[30]), soit un peu moins d’un an après la proclamation au Journal Officiel du décret d’octobre 1993. Il n’atteignait pas facilement le pH réglementaire et la firme devra sortir le SAF Levain LV2 afin de « réaliser des pains conformes à la législation sur les pains au levain [31] ».
Suite à une grande enquête de terrain, entreprise en 1999-2000, une note d’information de la Dgcrf (organisme de contrôle de l’État français) signale qu’«…il semble que dans la pratique, il n’y a quasiment pas de pain au levain ». Ce qui s’explique parce « …que le critère d’acidité acétique endogène est un critère exigeant correspondant plus à une « fabrication d’école » [avec longue fermentation ?] qu’à des conditions réelles[32] ».
Ce que l’enquête de Bernard Onno et Hubert Chiron (IX.8) confirme en 2010, puisque sur 28 levains qu’ils analysent, les 2/3 n’atteignaient pas les 900 ppm. d’acide acétique endogène demandés par le décret[33]. Le contrôle de la teneur en « acide acétique endogène » permet de détecter l’ajout de vinaigre (acide acétique exogène) mais du fait de la complexité de séparation des deux acides (VIII.3 et IX.8) et de la détermination des aspects de polarité (L-lévogyre ou D-dextrogyre), on devra laisser ce type d’analyse à des laboratoires spécialisés[34]. L’acide lactique du commerce présentant une très forte prédominance de la forme lévogyre (L) pourra ainsi être identifié, s’il est utilisé[35].
Si l’on compare la méthodologie employée de l’ensemencement sur trois rafraîchis de G. Spicher[36] et R.Calvel[37], (deux références), on remarquera que le diagramme du professeur français s’opère avec des rafraîchis plus rapprochés en durée, et que le processus du microbiologiste allemand « starte » avec une quantité minime de levain-chef.
XIX.3.2. L’école allemande du levain sur seigle intégral
En Allemagne, on juge la maturité du levain à l’acidité et on a même cherché à améliorer ce diagnostic en cernant au mieux les paramètres de l’acidité : pH, acidité totale titrable (ATT, TTA en anglais) et rapport entre acide lactique et acide acétique parfois appelé « quotient fermentaire ». Voilà pour le contrôle des paramètres d’acidité par les laboratoires déjà approfondis (IX.8).
Par rapport à l’école du levain français, c’est principalement la lutte contre la trop forte dégradation enzymatique du seigle qui fera des écarts au niveau du procédé d’ensemencement au levain. Il est moins imaginable de voir en France des ensemencements qui ont fonction d’acidifier le milieu pâteux, excepté justement, pour le travail du pain de seigle.
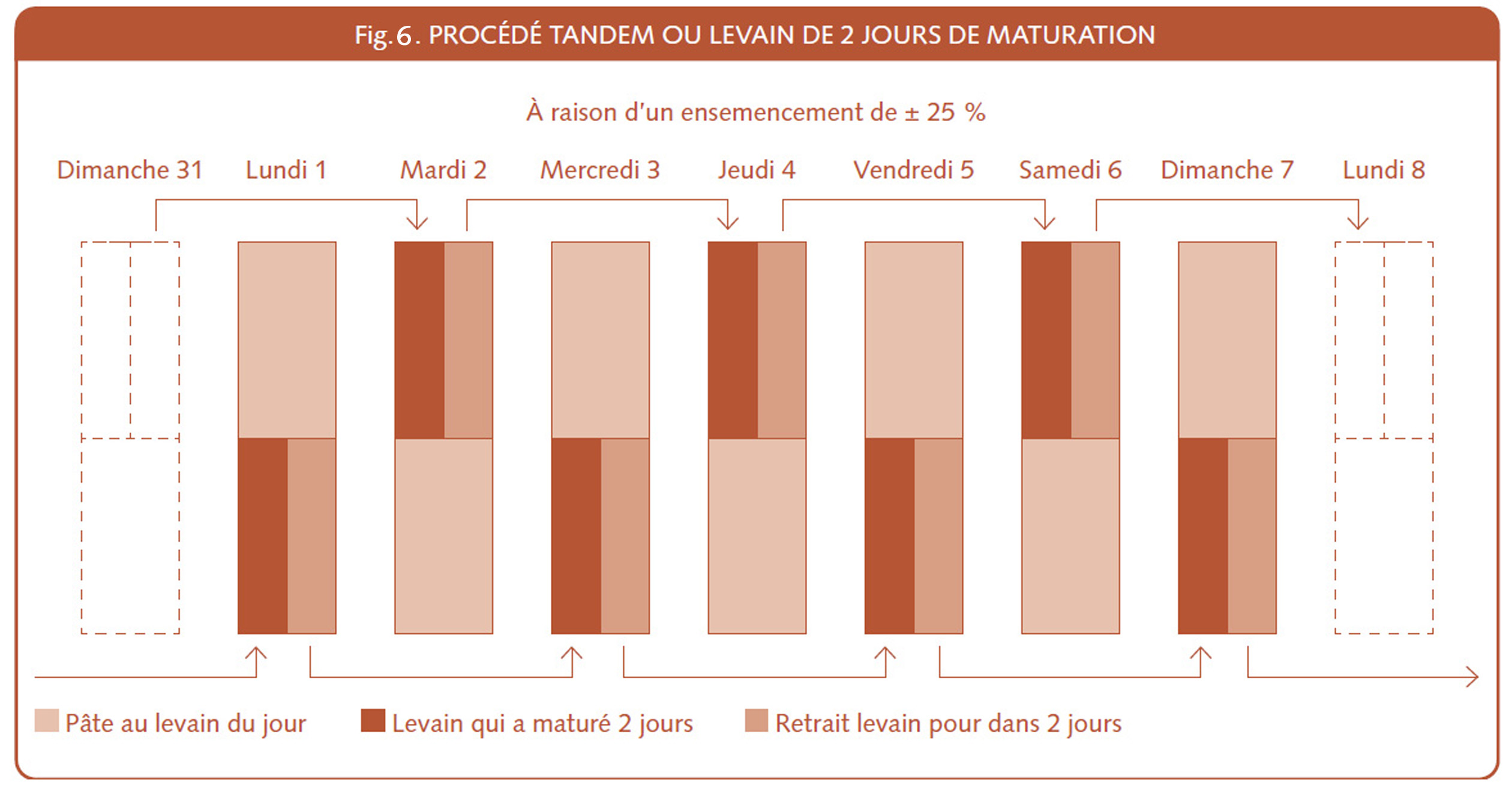
La méthode dite tandem m’est revenu à l’esprit par un des vieux boulangers de ma ville. Mes parents achetaient leur pain chez lui et j’ai continué à le mettre sur notre table lorsque je n’étais encore que pâtissier.
Ce vieux boulanger de ma ville m’avoua un jour ne se servir que d’un levain qui maturait deux jours. Et comme il panifiait six jours par semaine, il fallait presque un levain pour les jours pairs et un pour les jours impairs, d’où l’expression donnée à cette méthode de travail, le procédé tandem (fig.6).
Il s’agit d’assurer un niveau d’acidité tel que l’activité enzymatique du seigle soit freinée. Ce qui permet de comprendre ceux qui prétendent que l’on ne peut pas cuire un pain pur seigle à forte activité enzymatique s’il n’est pas acidifié par le levain.
On s’expose à la destruction du réseau, la pâte s’affaissant alors en une masse compacte, impossible à « percer » par la cuisson.
Cette « caverne » qui se crée sous la croute est pratiquement la signature de l’emploi d’une farine à trop forte activité enzymatique. Nous avons déjà observé que le seigle est nettement plus sensible que le froment à cette conséquence de la germination sur pied et de hautes activité enzymatique (VI.6, IX.5, IX.9.5 et X.7).
Ainsi, très souvent, l’image montrant comment le levain rectifie cet accident de caverne sous la croute a frappé les apprenants lors d’interventions. Autant les « Ah oui ! j’ai déjà eu cela » ou « ça m’arrive aussi avec le petit épeautre ! », que la manière de solutionner le problème avec la méthode naturelle qu’est le levain de panification retenait beaucoup l’attention de l’assemblée des apprenants.
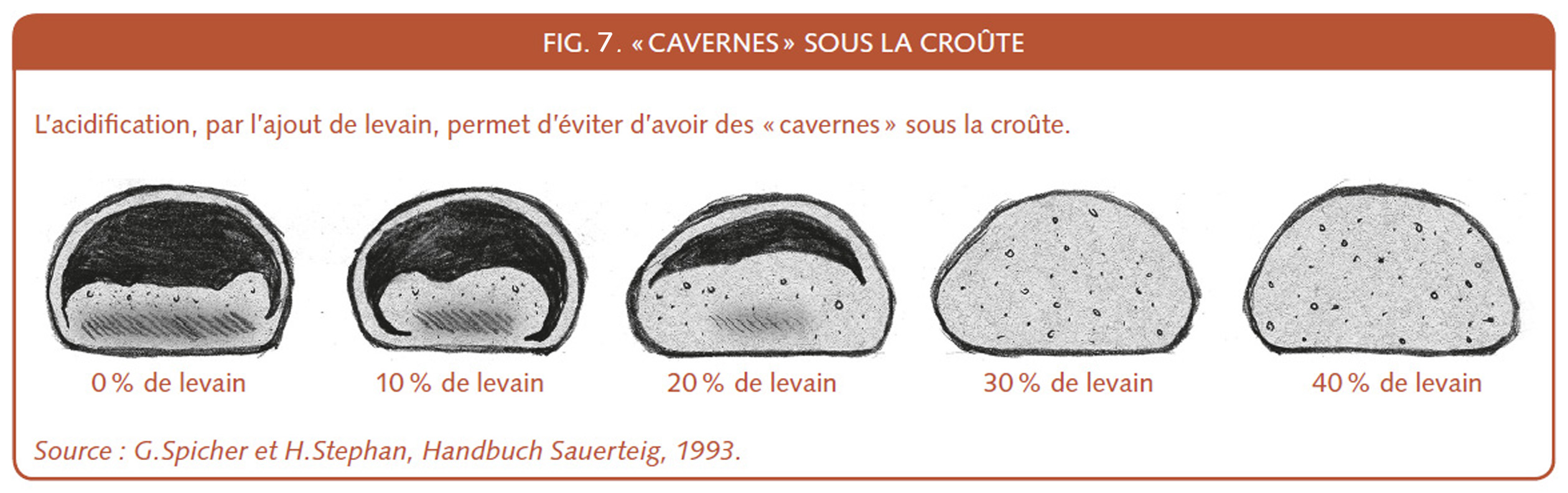
On remarque (fig.7.) que l’augmentation de l’apport de levain (ou d’acidité) résorbe la caverne sous la croute. Vous comprenez mieux pourquoi on se fixe un objectif de pH autour de 4 pour la panification du seigle.
Plus surprenant encore pour des non-initiés de la lutte contre l’activité enzymatique importante que l’on retrouve dans l’école allemande est la pratique du Wochensauer, soit levain d’une semaine.
Là, je pense que c’est le marché des starters de levain en Allemagne qui a accentué cette rationalisation du travail.
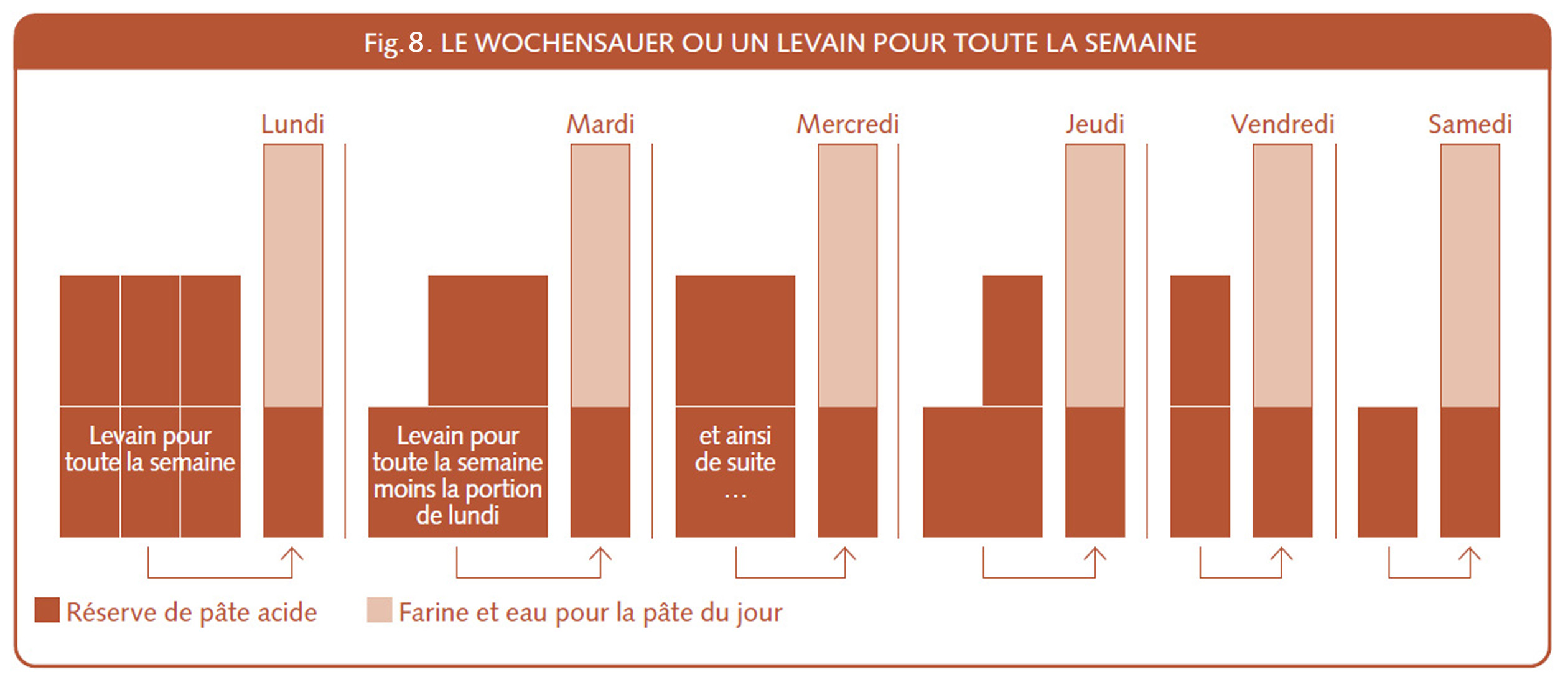
Dans ce procédé du levain pour une semaine (fig.8), une souche supportant très bien l’acidité est utilisée pour l’ensemencement d’une pré-pâte qui finalement descend fortement en pH et se stabilise, parfois au plus bas, autour de 3,2.
On fait ce « sauerteig », une fois pour toute la semaine, en la conservant dans de grandes cuves inox. Pascal Lejeune, chercheur chez Lesaffre, communiquait[38] à un colloque sur le levain en 2016, que certains levains allemands n’avaient même plus de levures dans leur microflore. Ce qu’il faut savoir dans ce cas, c’est que les bactéries lactiques hétérofermentaires émettent aussi du gaz carbonique dans leur fermentation et que le gaz pour l’alvéolage peut être assuré par celles-ci (VIII.8, XV.8 et XVI.9.2).
Une recherche conduite en laboratoire par Markus Brandt[39] en 2004 montre que les bactéries suivant la voie hétérofermentaire peuvent très bien produire plus de gaz carbonique que les levures si elles sont en nombre largement supérieures aux levures dans le levain.
Dans la fermentation alcoolique, la levure, donnera dans la dégradation d’une molécule de glucose, deux molécules de CO2 ou gaz carbonique après la scission d’hexose en deux trioses (figures 25 et 34 dans XVI). La bactérie suivant la voie hétérofermentaire fermentant la molécule de hexose libérera d’abord un atome de carbone associé à deux atomes d’oxygène (soit du CO2) avant d’opérer la division en deux de la molécule de pentose en tétraose et diose (XVI.9.2.2). Ainsi par simple calcul, si dans la voie de fermentation hétérofermentaire, la bactérie lactique est deux fois plus nombreuse que la levure, elle sait produire autant de gaz carbonique que la levure. Et comme généralement les bactéries sont de 10 à 1.000 fois plus nombreuse que la levure dans la microflore, on imagine aisément que l’absence de levure dans celle-ci n’est pas pénalisable au niveau production du CO².
XIX.3.3. L’école italienne du levain sur pâtes riches avec le panettone.
L’école italienne du levain est approchée ici sous l’aspect particulier de la fermentation du panettone, une pâte briochée, avec ajout important de sucres, de beurre et jaunes d’œufs.
Si l’on s’intéresse à la pâte à panettone, c’est qu’elle surprend dans le sens où l’apport de sucres devient progressivement pénalisant pour la vie fermentaire d’une pâte à partir de 4 à 5 % d’apport de sucre et allant de plus en plus vers un effet inhibiteur avec plus de 10 % d’apport (XI.10, XV.5, XVI.4.1 et XIX.3.4). Or au kilo de pâte à panettone, celle-ci reçoit 8 à 11 % de sucre, parfois la même proportion de jaunes d’œufs, 11 à 14 % de beurre et enfin 16 à 18 % de fruits confits ajouté en fin de parcours, mais en insert. Si on part du kilo de farine, on est à 30 à 50 % de beurre, de 30 à 40 % de sucre et des œufs (rien que les jaunes) à concurrence de 30 %. C’est énorme, c’est riche, mais c’est pour faire une bonne table où se replace chaque année une pièce tant attendue, afin d’exprimer cette belle fête calendaire qu’est Noël.
Comment arrive-t-on à faire fermenter au levain cette pâte ? Cela va à l’encontre des connaissances scientifiques établies fin du xxe siècle sur la fermentation de pâte. On ne parle pas ici des levures osmotolérantes des levureries, (XV.6), mais de ce couple bactéries lactiques/levures du levain venant de l’auto-fermentation et qui dans le cas du panettone fermente cette pâte riche en sucre, beurre et œufs.
C’est la pratique traditionnelle de ce gâteau de Noël italien qui va pousser dans ces retranchements la recherche scientifique pour essayer d’expliquer cet anachronisme des principes de base et comprendre ce qui passe dans cette fermentation[40]. L’empirisme du boulanger italien et le respect de la tradition que demandait la clientèle de ce pays font figure de résistance face à un procédé tellement complexe et lent que la rationalisation a parfois trop banalisé et laissait sur le marché un panettone « aidé » de levures, décevant au goût, comme au maintien de la fraîcheur. Alors que ce panettone est un gâteau exceptionnel, au goût extraordinaire, avec une conservation surprenante, grâce… au levain naturel.
Ce savoir-faire nécessite une pratique et technique spécifique, issues de l’expérience de véritables professionnels, qui devient de plus en plus affinée par le vécu partagé.
Dans les forums, les connaisseurs du levain s’acharnent sur le sujet : « Je mets au défi n’importe quel pâtissier de métier, même s’il a la vraie recette, de pouvoir la réussir sans avoir été initié. Tout est une affaire de détail. » D’autres aboutissaient à cette « complexité de mise en œuvre », ce qui fait qu’« il y a peu de chance qu’un bon professionnel arrive à de bons résultats du premier coup » ou sur des déceptions quant au produit obtenu loin de ce qu’il avait goûté en Italie chez des maîtres artisans. Et la discussion se terminait souvent par un « bon courage » pour les autres qui voulaient l’entreprendre. « Ce pain à base de levain requiert un haut degré de maîtrise technique », commente Maggy Glezer décrivant les meilleurs artisans boulangers en œuvre aux États-Unis[41]. Elle décrit la production du pandoro soit pain doré, par ce titre : Patience’s reward, soit, la récompense de la patience. Le pandoro est le panettone sans fruits secs et confits. La journaliste gastronomique américaine a été à la rencontre du chef Biagio Settepani de la Bruno Bakery de Brooklyn à New-York, aujourd’hui installée également en plusieurs points de la Big Apple[42].
Un des maîtres de Gianfranco Fagnola de Bra (village ou se trouve le siège de Slow-Food) dans le Piémont, signalait que du fait que c’est sur le levain que se base la maîtrise, les meilleurs panettones venaient plutôt des boulangers que de pâtissiers.
En Italie, il y a clairement une volonté politique de défense du panettone en tant que produit du patrimoine transalpin. En 2008, le ministre de l’agriculture de l’époque, Paolo De Castro, a voulu déposer la recette et l’appellation pour la protéger des « pâles imitations », afin de réserver le panettone aux boulangers italiens par une dénomination d’origine contrôlée (Doc), comme pour les vins. Cette Doc est plus facile pour le vin, produit de terroir, que pour une recette de dessert devenu moins régional et plutôt issu d’une méthode traditionnelle. La réponse des autorités européennes étant toujours de ne pas fermer le marché et ici notamment au panetòn intégré depuis longtemps à la large communauté hispanophone de par le monde. De ce fait, la démarche de Doc ou Stg, Specialità tradizionale garantita italienne n’a pas encore abouti actuellement.
Par contre il existe depuis 2003, un cahier des charges établi par un comité de maîtres pâtissiers milanais demandant que le panettone contienne au moins 20% de fruits secs et confits et au moins 10% de beurre[43]. En 2005, une modification de ce règlement autorise l’emploi de 0,01 % de levure sur la masse. La même année, le 22 juillet, une loi italienne encadre la liste des ingrédients ou le beurre est à 16 % et l’ajout de levure autorisé à 1 %, ce qui est peut être vu comme une dérive (XVII.2)[44].
à Milan toujours, depuis 2013, pour une saine émulation de la qualité, un concours annuel du meilleur panettone artisanal est organisé. Sachez aussi que dans le Nord de l’Italie, la panettone milanais est différent du panettone piémontais, dit aussi, turinois. Le premier a une forme plus basse, son levain-chef (pasta madre) démarre sur un levain emmailloté et ficelé, le deuxième se prépare pour être plus haut dans sa taille finale et sa pasta-madre se conserve dans un bain (bagnetto)[45].
C’est surtout en Amérique du Sud, par exemple au Pérou, que le panetòn est devenu populaire. Il figure au sein même des contrats de travail signé entre employeurs et employés, comme une obligation de la part de l’employeur d’offrir un panetòn pour la Navidad, le 25 décembre, en guise de salaire.
Je préparais des panetóns pour ma collègue péruvienne Marcela. J’essayais de lui apporter un peu de Pérou pour cette fête de famille que peut être Noël.
D’année en année, je tentais de m’améliorer, mais toujours avec du levain et un appoint de levure. J’étais bien conscient que cela cassait l’effet et le goût du levain en dominant par le nombre de levures que j’apportais.
Il faut préciser que le panettone se confectionne rond pour fêter la Noël ou sous l’appellation et forme de colomba soit colombe, pour célébrer la Pasqua (Pâques). Noël et Pâques sont des périodes quasi hivernales, où le maintien d’une bonne température est d’autant plus difficile.
Mon premier maître à moi, c’est Pasquino Tarantola et son équipe à Pontremoli, aux portes de la Toscane. Cela fait des années que Pasquino nous communique son envie de partager sur le site boulangerie.net et ainsi sa volonté d’échanger le savoir-faire sur le levain de panification. Du savoir-faire, il s’agit bien de cela.
Grâce à l’invitation de Pasquino, l’hospitalité de Vanna son épouse, et l’accueil de toute la squadra, une visite au Forno Tarantola en juin 2013 me permit de faire l’expérience de cette fabrication très spéciale.
Alors allons-y avec la liste des ingrédients et surtout le savoir-faire. Reprenons les étapes une à une, puisque c’est une foule de petits détails qui conduisent à la réussite.
En Italie, on emploie pour ce travail, des farines Typo 0 (T55) ou Typo 1 (T65), le levain-chef sera de farine blanche. C’est la blancheur réservée à la fête. De nos jours, on choisit aussi une farine très riche en gluten, à l’alvéographe, on recherche un W d’environ 300, la farine d’importation dite Manitoba (III.5) est souvent renseignée comme essentielle[46].
Toutefois pour les boulangers tentés par l’emploi de variétés anciennes, sachez que l’on rencontre en Italie des panettones élaborés avec des blés anciens. Voilà un renseignement recueilli aux rencontres « Coltiviamo la diversita » organisées du 12 au 15 juin 2013 par la Rete Semi Rurali à Peccioli en Toscane. Claudio Grossi de Lesignano Dè Bagni près de Parme est cultivateur et propose sa récolte au boulanger Paolo Follini de Corregio (Reggio Emilia). Ce boulanger réalise un panettone où entre des variétés de blés poulard rameux (X.3.1) et des variétés de froment des années d’après-guerre, pas forcément riche en gluten tenace. Ce boulanger réalise jusqu’à quatre rafraîchis toutes les six heures. L’entretien avec Claudio Grossi a été aimablement traduit par Christian Dalmasso qui signalait avec pertinence que le panettone existait bien avant ces farines à forte élasticité. Il faut précisé que ce pain de Noël italien est recensé historiquement dès le xviie siècle et c’est depuis les années 1920 que le dôme bien bombé, sortant même de son moule presque comme un champignon, en deviendra sa forme traditionnelle[47].
Il existe plusieurs pratiques pour évaluer la maturité du levain (fig.9). La première est celle vue au Forno Tarantola, on fait une incision en croix sur le levain de pâte dure. Cette incision va permettre de juger la maturité du levain ; s’il « jette ses oreilles », c’est-à-dire « s’ouvre bien », c’est signe qu’une de bonne fermentation l’habite (fig.8 à gauche).
Le nettoyage du levain dur et compressé, en lui retirant toute les parties exposées à l’air lui permettra d’éviter un excédent d’acidité acétique dissocié que l’on considère plus présent sur la croûte par l’abondance d’oxydation qui s’y trouve[48]. Du coup, on ne prend que le cœur du massa madre. Autre attitude avec le levain en Italie, il n’est pas rare aussi de rencontrer cette expression ; bagnetto soit le petit bain,[49] pour laver le levain, pratique peu rencontrée en France.
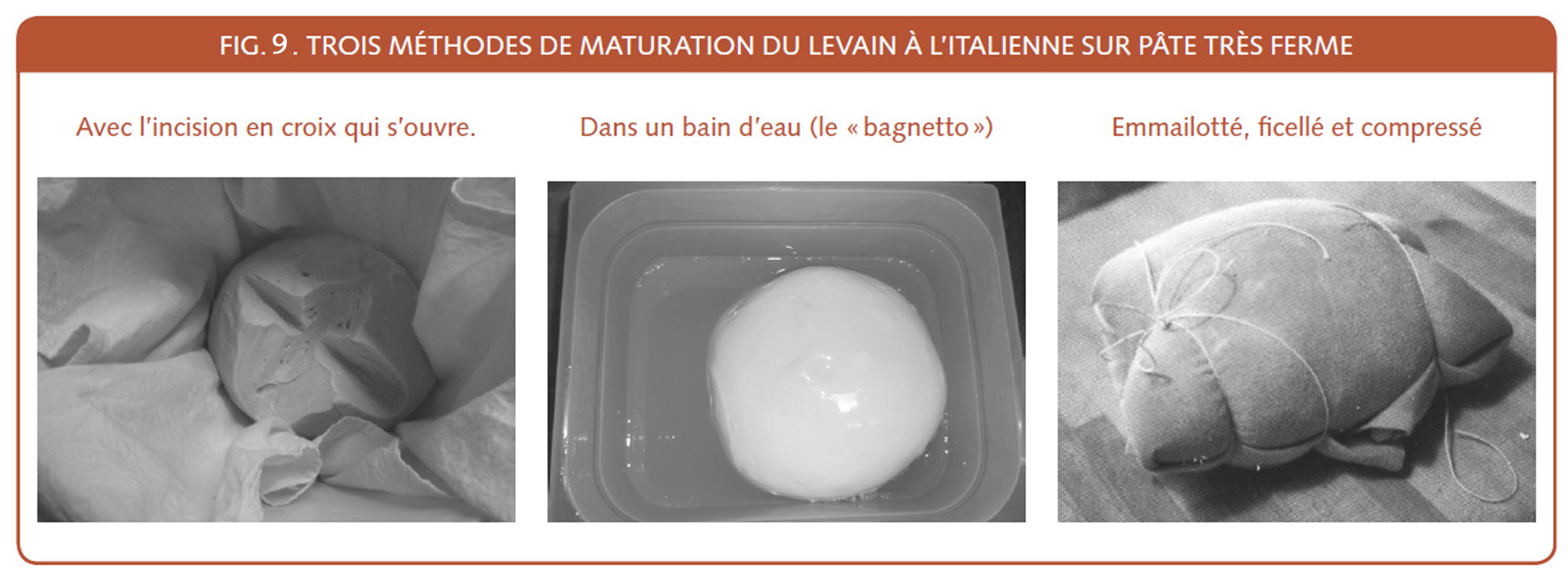 évidemment on ne lave que des levains de pâte très fermes hydraté au maximum à 50%, (XVII.1.3), puisqu’autrement ils se dilueraient. Et l’on pratique de la même manière que pour le kombucha, le kéfir ou la mère de vinaigre. On change régulièrement l’eau dans laquelle baigne le ferment. On en profite parfois pour adapter la microflore à la présence du sucre en ajoutant un pour cent de sucre à ce bain d’eau plutôt chaude (jusqu’à 40 °C) lors de rafraîchis (fig.9 au centre). On apprécie parfois le temps que le levain prend pour se détacher du fond du récipient « baignoire », afin d’évaluer sa maturité. Lorsqu’il nage sur le haut (XVII.5.5), il donne un signe de maturité. Trente minutes ou une heure sont parfois nécessaire[50].
évidemment on ne lave que des levains de pâte très fermes hydraté au maximum à 50%, (XVII.1.3), puisqu’autrement ils se dilueraient. Et l’on pratique de la même manière que pour le kombucha, le kéfir ou la mère de vinaigre. On change régulièrement l’eau dans laquelle baigne le ferment. On en profite parfois pour adapter la microflore à la présence du sucre en ajoutant un pour cent de sucre à ce bain d’eau plutôt chaude (jusqu’à 40 °C) lors de rafraîchis (fig.9 au centre). On apprécie parfois le temps que le levain prend pour se détacher du fond du récipient « baignoire », afin d’évaluer sa maturité. Lorsqu’il nage sur le haut (XVII.5.5), il donne un signe de maturité. Trente minutes ou une heure sont parfois nécessaire[50].
Autre méthode de conservation de la « madre », souvent le chef est conservé sous forme de pâte dure compressée, emmailloté (fig.9 à droite), dans une couche de toile de lin, parfois recouverte par un autre drap puis ficellé fermement. Veillez à faire des nœuds qui peuvent coulisser, puisque la pression va compacter les ligatures de la ficelle. Sur le net, une petite vidéo de 2013 postée par David Bedu, et intitulée « l’explosion du levain naturel….. la force de la nature » a fait le buzz (plus de 266.500 vues en 7 ans), tellement elle est démonstrative [51].
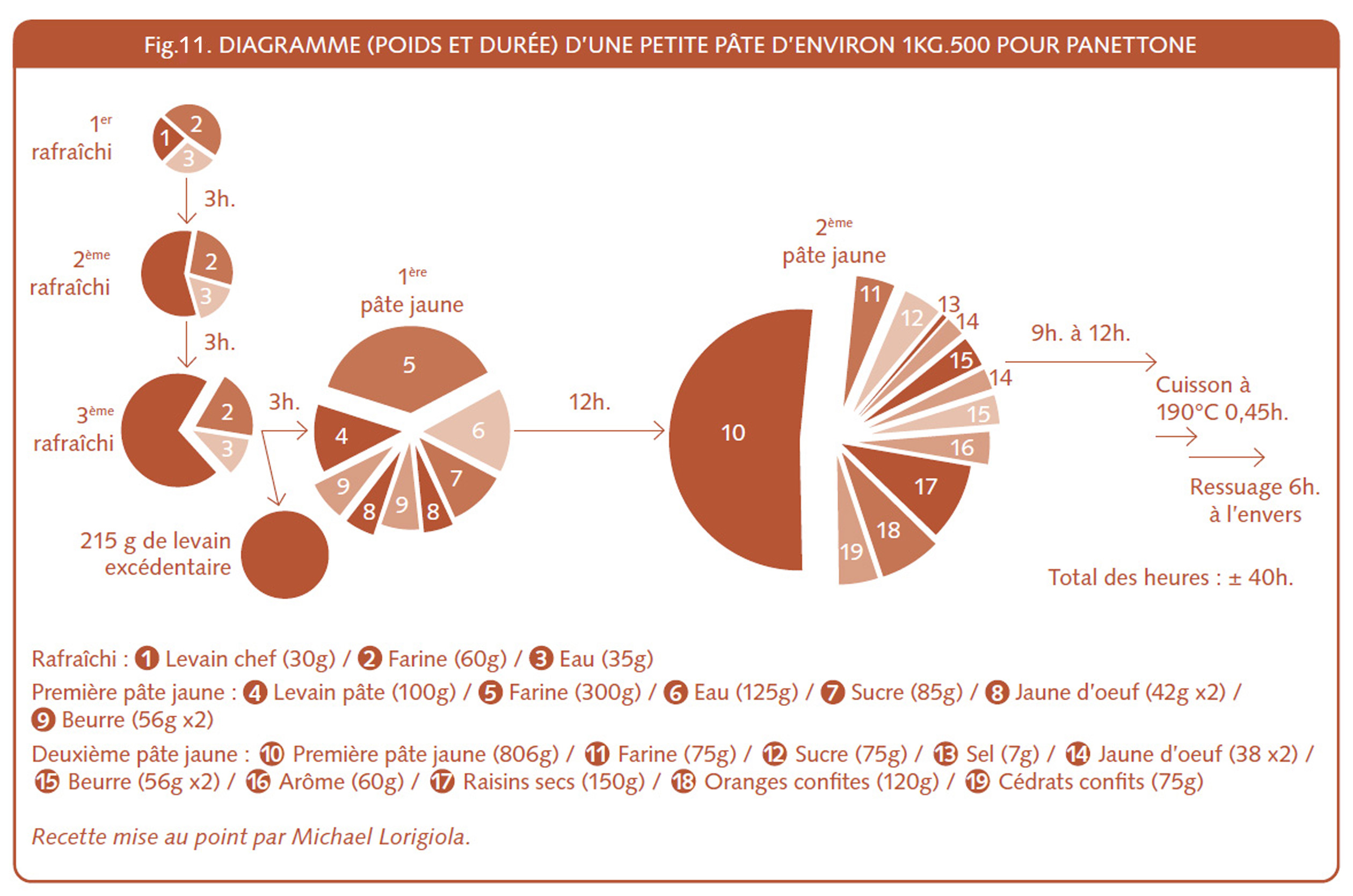
Pour l’élaboration de la pâte à panettone, le levain-chef va connaître au moins trois rafraîchis espacés de 3 à 4 heures à 33 % d’ensemencement à chaque reprise. Ces trois rafraîchis (ou plus) assez proches l’un de l’autre vont « booster » la force de pousse du levain, et conduire le pH plutôt vers le neutre[52]. Il m’est arrivé, avec succès, de mélanger à la farine de froment utilisée pour le chef et les rafraîchis, un peu de farine de pois chiches. Pourquoi ? Parce que la fermentation de légumineuses obtient plus facilement les types de bactéries recherchée pour la production des « dextranes »[53], composantes essentielles du panettone, approfondi plus loin.
Dans notre recette (figures 10 et 11), sur les +/- 3,220 kilos obtenus après les trois opérations de rafraîchi, seul un kilo du dernier rafraîchi sert à ensemencer la première pâte jaune. Le restant (2,2 kg.) est réutilisé pour d’autres pâtes ou pour ensemencer d’autres levains. On soigne ici l’effet de masse (XIX.2).
Un des paramètres les plus importants dans cette phase, comme dans celles qui vont suivre, est la maîtrise de la température. Les levains doivent fermenter dans des températures entre 26 et 28 °C, molto importante !, assure Pasquino. Ce contrôle de la température est l’objet d’autres précisions qui divergent tout au long de la confection des pâtes jaunes qui suivront, le long pétrissage « réchauffant » la pâte (XVIII.5) obligera parfois à des rectifications de température.
À vous d’ajuster la température de l’eau et de garder levain et farine servant aux rafraîchis dans une ambiance lui permettant d’éviter les températures trop froides et trop chaudes.
On confectionne alors la première pâte jaune, qu’après les trois – quatre heures de maturation / fermentation du dernier rafraîchi.
Le levain tout-point entre à raison de 20 % d’ensemencement dans la première pâte jaune.
Après le mélange du rafraîchi avec la farine et l’eau dans laquelle on a fait fondre le sucre. On mélange progressivement les jaunes d’œuf et puis le beurre amolli. On peut mélanger jaune d’œuf et beurre ensemble en une espèce d’espèce de masse émulsionnée (XVI.4.5) ou ajouter le beurre en pommade en alternance avec les œufs. Lors de l’intégration de ce mélange, on incorpore peu à la fois et en attendant que la pâte redevienne homogène avant d’en ajouter d’autres. Pour les pâtissiers, c’est un peu comme pour la pâte à choux. Autre aspect, mélanger avec le mouvement le plus lent au pétrin. Cela peut prendre 30 minutes, idéalement dans un pétrin qui fait 45 rotations par minute, il faut garder en tête qui nous faut maintenir une pâte lisse et bien homogène avant d’introduire à nouveau une portion de jaunes d’œufs et le beurre.
Important au milieu de l’incorporation du mélange jaune d’œuf-beurre, prenez la température de la pâte et si elle dépasse les 25°C, faites passer la pâte un temps au frigo (25 minutes) ou au congélateur (10 minutes) . Il ne faut pas que la pâte suinte et devienne luisante, c’est signe de désunion du beurre (matière grasse à chaîne courte – fig.3 dans XVI.4.5.), et c’est pourquoi si le froid va engendrer une consolidation et le trop chaud, risque de provoquer une désunion. Vous continuez après à introduire lentement et en lissant à chaque fois entre les apports, l’autre moitié du mélange jaune d’œuf – beurre.
C’est alors que la patience donne cette pâte magnifique « pâte jaune ».
Là, il faut pour la fermentation de cette première pâte jaune une ambiance avoisinant les 25°C-27°C, pour que la première pâte jaune triple de volume en dix à douze heures.
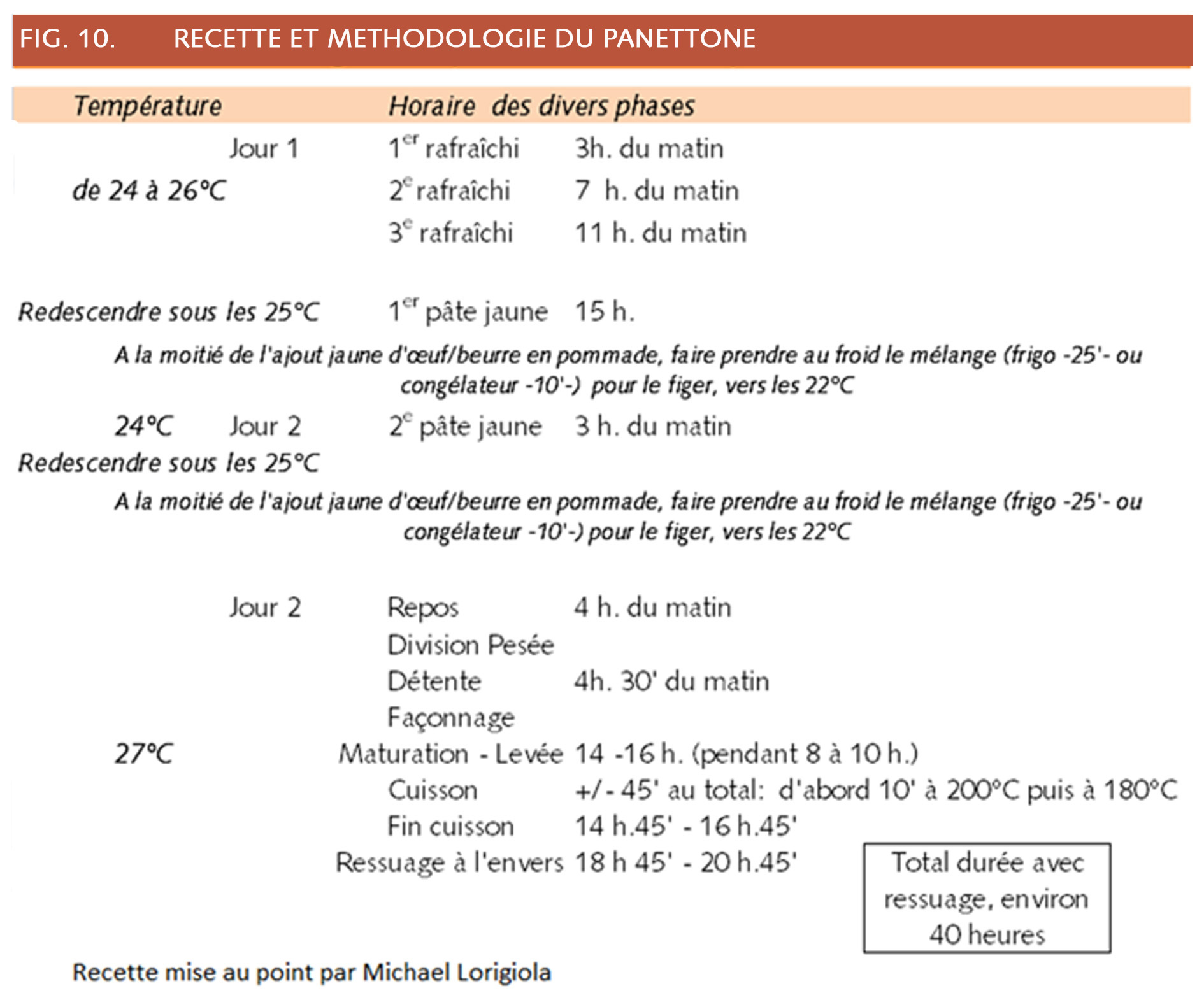
Après cette fermentation, on finalise avec la confection de la deuxième pâte jaune. Sans compter le façonnage, l’apprêt (fermentation du pâton) et la cuisson, 24 heures se sont déjà écoulées.
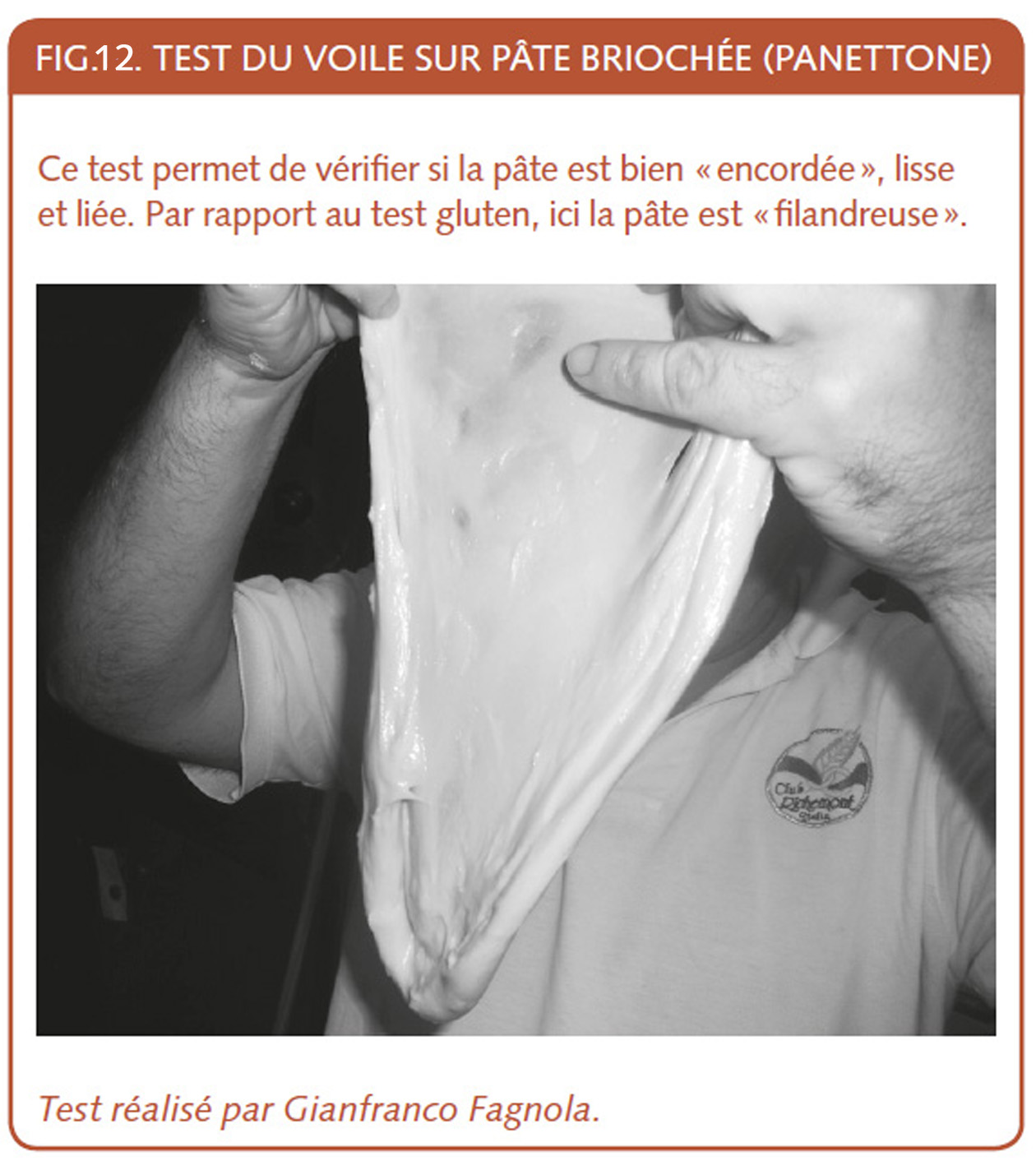
On prend la première pâte jaune qui a fermenté et on y mélange la farine, on pétrit dix à quinze minutes, quand la pâte est bien « encordée ». N’hésitez à tester en faisant le test, dit du « voile du gluten », en étirant la pâte du bout des doigts jusqu’à la rupture, (fig.12). On y ajoute lentement le sucre, puis le sel, une petite dose, uniquement pour mieux révéler la douceur sucrée, on parle du sel et du sucre en terme d’épices.
Puis, toujours au fur et à mesure, en désintégrant le moins possible la liaison, les jaunes d’œuf et le beurre en pommade. Cela peut prendre quinze voire trente minutes, suivant la quantité de pâte.
Vient ensuite les composants de l’arôme ! Et ici, l’appellation arôme me semble indigne tellement cette définition est galvaudée, par la production industrielle d’arômes, étant loin de la nature des produits employés ici[54]. Car il s’agit d’éléments naturels : du miel (d’acacia de préférence) et de la vanille en bâton desquels on aura retiré, après les avoir fendus, le maximum de grains, un petit peu de jus d’oranges et des zestes d’oranges et citrons bio. Rien ne vous interdit d’être plus créatif en matières d’aromatisation.
Pour finir avec l’ajout de raisins secs bio peuvent être trempés dans le mélange eau/rhum et des écorces d’oranges et cédrats (ou citrons) confits[55]. Certains, dont Gianfranco, préparaient eux-mêmes leurs fruits confits, en laissant tremper les écorces dans l’eau pour en amoindrir un peu l’amertume. Et afin de faciliter l’imprégnation lors de la cuisson avec les sirops sucrés, un passage des écorces au congélateur avant de les confire lui semblait bénéfique.
Après une détente de la pâte finale avec l’inclusion des fruits secs et confits, on se contente de donner une forme de boule en rassemblant la pâte vers le dessous comme pour la fermer avec une clé qui est posée sur la table.
Vient finalement la pose délicate, clé en dessous, dans les formes en papier cuisson spécial, appelées stampi, dans lesquelles le panettone va maturer pendant huit à douze heures.
On peut, avant l’enfournement, pratiquer une incision en croix sur le haut et on dépose une bonne noix de beurre en son centre. On tire légèrement après incision sur les quatre oreilles pour l’aider à bien s’ouvrir lors de la fermentation et surtout à la cuisson.
Cette cuisson ne sera pas trop longue, environ 45 minutes, ni trop chaude, autour de 180 °C, afin de ne pas trop sécher le produit riche en jaune d’œuf.
Une prise température à l’aide de la sonde du thermomètre pointant les 93°C[56] ou planter une aiguille au sein de la mie, qui doit ressortir sans pâte accrochée, vous permette de juger si le panettone est cuit.
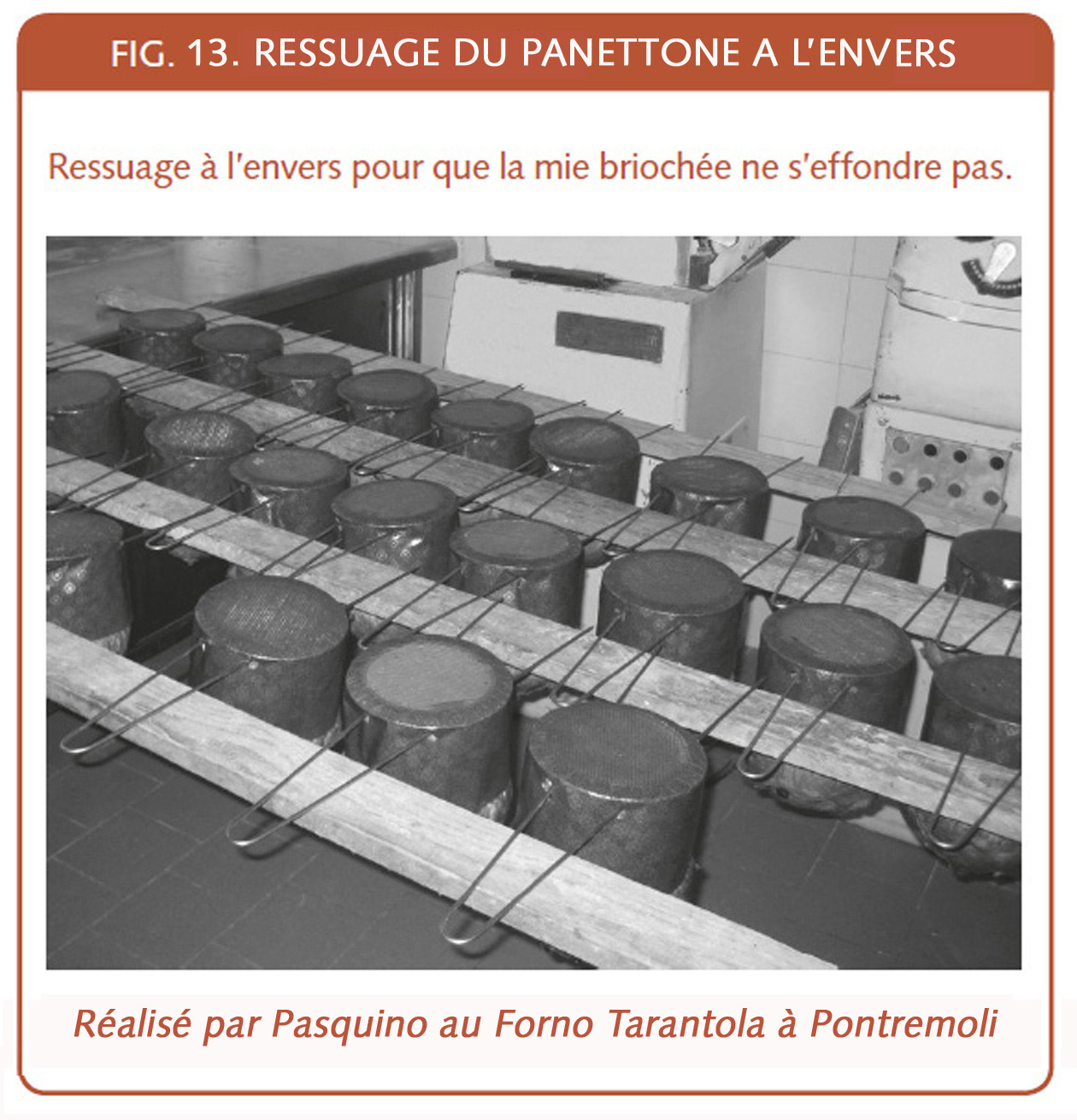
Au défournement, on pique le bas du panettone avec des fourchettes spéciales ou des aiguilles en inox mise en croix, afin de le laisser ressuer à l’envers (fig.13), pendant au moins six à dix heures, en pratiquant avec délicatesse au défournement, piquage et en veillant à ne pas trop remuer les premières heures.
Après les quarante heures du processus, vous pouvez emballer le gâteau qui, lui, emballera vos convives.
Vous avez peut-être senti dans le processus une frénésie de gestes parfois tenant un peu d’un forçage de la crédulité, même si j’y vois la volonté de transmettre des choses à la pâte, des gestes qui veulent faire passer l’envie de réussir et de ne pas « stresser » la pâte et ses ferments.
Si vous obtenez une pâte cuite filandreuse, un gâteau qui est léger et qui se conserve des semaines, c’est comme si vous aviez réussi votre master, en boulangerie au levain.
Face à tant d’interrogations, la volonté de se rassurer en expliquant les phénomènes se passant dans cette pâte par des interprétations scientifiques sera de mise pour une meilleure maitrise.
Entre collègues lorsque l’on échangeait, ce fut une kyrielle de questions qui se posèrent ?
Mais pourquoi font-ils ressuer à l’envers ? Réponse plausible ; parce que le « stampi », forme en papier cuisson, accroche à la pâte sur le fond et que le risque d’effondrement sur elle-même de cette pâte à brioche légère, issue d’une cuisson limitée en durée, est plus conséquent en position à l’endroit.
Puis comment arrivent-ils à cette mie si aérée ? Comment font-ils pour que cela se conserve si bien ? Comment font-ils pour que cela ne soit pas acide avec le levain ?
Certes, il a d’abord un point, presque une discipline à avoir, le respect du levain, sans levure ajoutée.
Mais c’est là que les chercheurs, notamment ceux qui ont exposé leurs connaissances dans le Handbook Sourdough Biotechnology[57] et au Sourdough Symposium de Nantes, début octobre 2015, donnent quelques explications aux cartésiens que l’on peut être parfois. Tout en sachant que l’on ne fait qu’avancer en questionnements.
Et le levain est un système d’une complexité naturelle assez impressionnante, comme la fait remarquer dans son sous-titre le symposium sur le levain de Nantes, Understanding natural complexity, soit Comprendre la complexité naturelle.
La recherche a découvert que les sucres ajoutés pour des pâtes riches au levain vont se lier ensemble et créer une espèce de substance un peu gélatineuse[58]opérée par certains microorganismes du levain. Ce qui permet d’effectuer une espèce de liaison qui s’appelle dextranes ou un nom plus scientifique, les exopolysaccharides (Eps). Ces liaisons de molécules de glucose, que l’on « lit » bien lorsque l’on réalise et manie ces pâtes jaunes, c’est filandreux et cela coule presque en ruban, et même cuit, cela donne encore cet aspect de liaisons qui se séparent doucement en suivant un certain « fil » des liens de la pâte.
 Dans les microorganismes du levain, les chercheurs ont trouvé les spécialistes de ce travail, ils s’appellent aujourd’hui, Leuconostoc ou leurs parents proches, rebaptisé Weissella, ainsi que des entérocoques, des bactéries lactiques sous formes rondes (XV.8.).
Dans les microorganismes du levain, les chercheurs ont trouvé les spécialistes de ce travail, ils s’appellent aujourd’hui, Leuconostoc ou leurs parents proches, rebaptisé Weissella, ainsi que des entérocoques, des bactéries lactiques sous formes rondes (XV.8.).
Ils ne peuplent pas toujours les levains. Les microbiologistes disent même qu’on les retrouve plutôt lors de l’initiation de la fermentation-acidification d’un nouveau levain-chef et qu’après leurs populations disparaissent ou régressent très fort et ce sont les lactobacilles (en forme de bâtonnets) qui supportent mieux l’acide du milieu qui prennent leurs places (XVII.4.1) [59]. Ainsi dans des levains pour pains plats iraniens vivant de rafraîchis de quelques heures, on trouve dans la microflore des leuconostocs en majorité[60]. Dans les fermentations de farine de légumineuses (fèves, pois chiches et soja), ils sont recensés bien plus fréquemment[61].
On peut aussi se poser la question si les levains de consistance ferme et compressé ne favorisent pas la croissance initiatrice de ces Leuconostoc et Weissella sur les autres bactéries lactiques au vu des levains ficelés spécial panettone. Mais il semble bien d’après les dernières recherches que ce soit le taux de sucre du substrat qui inverse les types de populations de bactéries lactiques du levain de panettone et ré-avantage les levures[62].
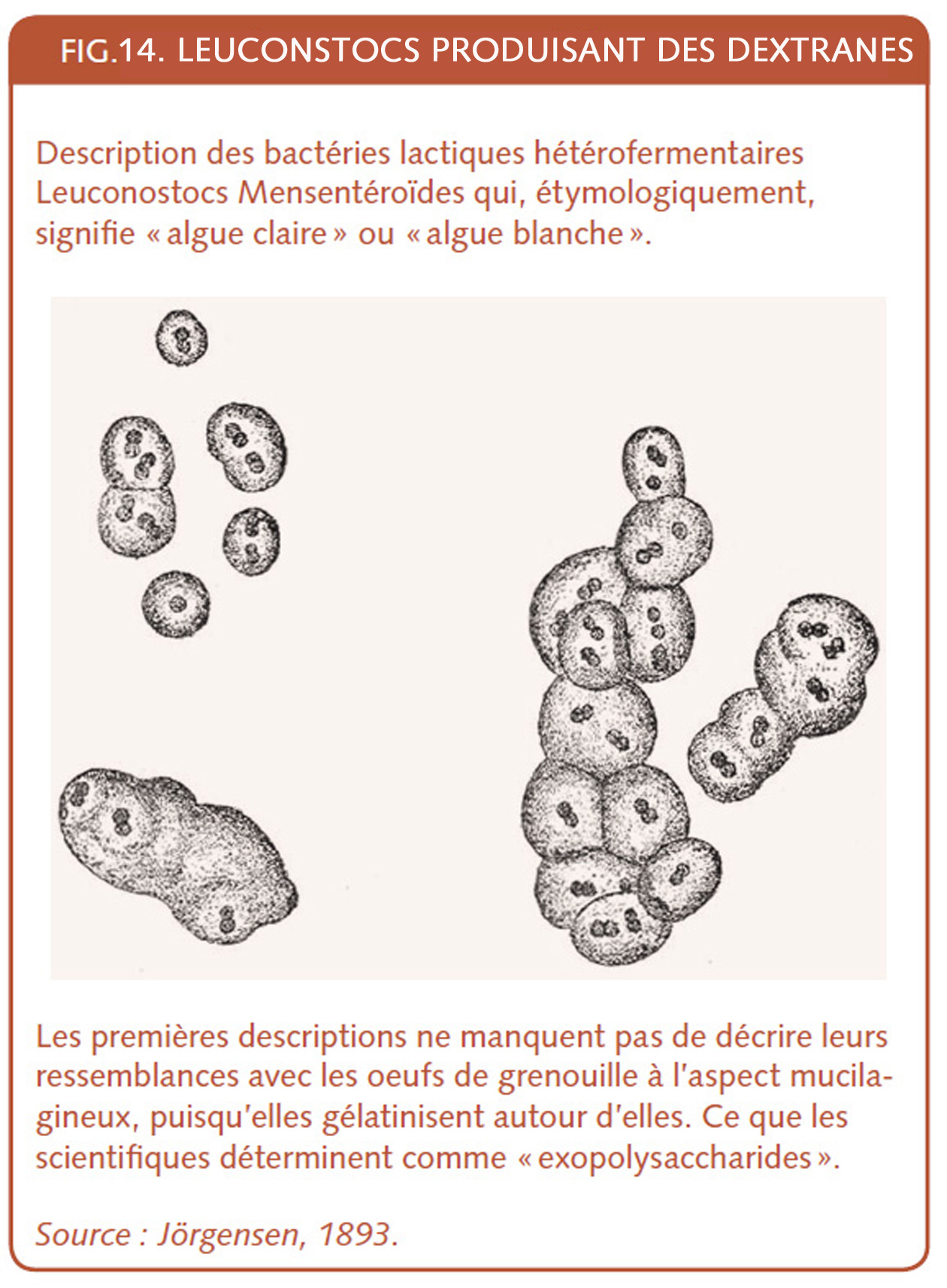
Ces Leuconostoques, on les connait depuis longtemps en microbiologie, c’était en 1878 que Philippe Van Tieghem, un élève de Pasteur, les baptise à partir du grec leukos (clair, blanc) et nostoc (algue), ce qui résume bien l’aspect mucilagineux qui trahit leur présence dans la pâte.
Ils sont en effet responsables de cette substance gélatineuse qui crée un accident dans l’industrie du sucre où l’objectif n’est pas de produire cette espèce de gel (fig.14), mais de réduire en sucres simples des sucres complexes liés en chaînes. Mais, ils sont nécessaire à certaines fermentations laitières et permettront de donner des fromages spécifiques, par exemple, le roquefort avant l’introduction du penicillium notamment[63]. Ce sont des bactéries lactique qui vivent la voie de fermentation hétérofermentaire, celle qui produit du gaz carbonique (VIII.9 et XVI.9.2.2) et des acides organiques.
En boulangerie, ils sont nécessaire à notre panettone au levain. Ce sera avec le fructose, faisant partie du sucre saccharose ajouté que, ce « gel » se réalisera.
Les témoignages sur la réussite de ce procédé, laisse paraître que pour préparer un levain spécial panettone, l’introduction de sucre dans le liquide (de l’ordre de quelques pourcents), de lait à la place de l’eau favoriserait les bactéries lactiques en coques, nécessaires à cette formation de liaisons filandreuses. Certains dénommeront cette pratique « levains de lait ».
Comme cette création d’exopolysaccharides empêche une partie des sucres de se dégrader plus loin en acides, cela expliquerait en partie cette saveur moins acide du levain de panettone.
En tout cas l’apport supplémentaire de saccharose au substrat pâte, donne ce genre de réaction.
Thomas à l’école de Saint-Martin (Eidb) en face de la montagne de Lure cher à Giono, est probablement une des personnes qui a le plus investi dans la compréhension de cette phénoménale fermentation du panettone. Grâce à des examens de comptage différenciés des microorganismes effectués par des laboratoires sur l’ADN, il est parvenu à démontrer que dès l’arrivée d’une certaine dose de sucres dans la pâte, les bactéries lactiques multipliées par les trois rafraîchis régressent en population assez vite et laisse la place à d’autres (les Leuconostoc et Weissella, vues plus haut) ainsi que d’autres bactéries lactiques sous forme de coques entérocoques et lactocoques[64], ces dernières venant probablement avec le beurre.
Toujours dans sa quête de savoir, Thomas va aussi observer que les artisans italiens du panettone ont tendance à obtenir de meilleure production de dextranes lors de l’allongement de la fermentation des deux pâtes jaunes (jusqu’à 30 heures au total). L’apparition récente de procédé sur trois pâtes jaunes au lieu de deux, confirme qu’il faut du temps pour produire naturellement ce moelleux si caractéristique et cette splendide conservation du panettone[65]. Toute sa recherche abouti à la parution en fin 2020, d’un ouvrage spécifiquement dédié à la confection de panettone ainsi que de viennoiseries au levain et à l’approche scientifique et technique[66]. On y retrouve toutes les connaissances actuelles pour un peu mieux comprendre les processus en jeu, notamment le rôle joué par certaines bactéries, l’entretien du levain très spécifique ainsi que des recettes de grands maitres Panettoniers. On passe de l’instruction de ce qu’est l’exopolysaccharide au savoir empirique du métier sur la méthode de panification des panettones.
Le savoir se nourrit du savoir-faire empirique, le savoir-faire se renforce du savoir scientifique et l’on a encore du travail, puisque l’empirisme de beaucoup de boulangers italiens nous disent qu’il faut régler la chambre de pousse vers les 28 °C, alors que la science nous signale que les leuconostocs sont plutôt à l’aise vers les 20 °C, presque le minimum des températures pour une bonne activité de ce type de bactéries lactiques du levain [67].
Thomas Teffri dans son livre[68] mettra en avant grâce à des analyses, le fait que la population des lactobacilles hétérofermentaires vont subitement baisser en nombre dès que le substrat sucré apparaît. Dès lors, ce sont d’autres lactobacilles, sous formes de coques, qui seront un peu plus présentes et qui augmenteront en nombre. C’est toutefois les levures qui bénéficie le plus de ce « nouveau terrain » ou changement du substrat, avec presque cinq cycles de reproduction sur environ douze heures dans la première pâte. Dans la deuxième pâte jaune, vu l’augmentation de matières un peu inhibitrices, les levures stagnent en nombre.
Après au niveau du contrôle des températures, c’est Michael Lorigiola (belgo-italien) qui a investigué pour nous. Il a réalisé des panetonnes jusqu’à arriver à ne plus rater cette pâte à la mie filandreuse. Grâce à des amis boulangers-pâtissiers romains, il a eu confiance à un travail plus froid. Trop chaud, le beurre fond et désuni sa petite structure (fig.3. dans XVI.4.5), ainsi il prend soin de descendre vers les 22°C après la pousse et n’hésite à allonger le temps de maturation-fermentation de la deuxième pâte jaune jusqu’à plus de 10 heures. Cette descente momentanée de température, lie mieux le gras du beurre émulsifié auparavant avec les jaunes d’oeufs. On est toujours en recherche et on se retrouve avec plaisir pour échanger de manière fiévreuse sur ce sujet, à propos de ce que l’on appris d’une fois à l’autre. Vive la confraternité.
XIX.3.4. La pâte mère du pain d’épices au miel.
Essayez de faire fermenter une pâte de pain d’épices, ou le miel liquide remplace l’eau. C’est aller encore un pas plus loin dans la fermentation au levain des pâtes sucrées.
Si vous êtes impatient, pas moyen, il faut que vous soyez prêt à attendre des mois. Et encore on parle plus de confisage ou « osmose » avec peu d’espoir de création d’une bonne force de pousse, juste un meilleur moelleux.
À Reims, les boulangers laissait reposer des mois la pâte mère du pain d’épices dans un récipient en bois nous dit François Roddier [69]. L’astrophysicien de renom devient quasi un philosophe. En partant de l’évolution des astres et des lois de la physique qui n’ont pas de secret pour lui, il applique à la dissipation de l’énergie, des lois de plus en plus relevée. Avec sa connaissance des longues trajectoires historiques venant du fond des temps, il écrit que nous devons relever un défi de vivre dans une économie qui devra être durable pour éviter son effondrement, il nous faudra se limiter de grandir en besoin d’énergie. Le cout de ce changement à venir est prohibitif économiquement, mais pas au niveau humain, dit-il.
C’est avec surprise que l’on peut voir comment ce scientifique à la retraite arrive à faire une parallèle entre évolution de la terre et la nécessité de revenir à la panification au levain qui a en partie régler ses problèmes de santé grâce à ses qualités fermentaires qui dégradent la matière mieux que d’autres et notamment pour lui, le gluten. Dans sa recette de pain d’épices, il rafraîchi son levain-chef avec un tiers du poids du levain en miel, un tiers en eau dans laquelle on dilue le miel et un tiers de farine.
En se disant que l’hydromel, autrefois bue pendant la nuit de noces (d’où la lune de miel) fermente avec un milieu plus liquide, on pourrait penser à des pâtes plus fluides pour aider la fermentation de ce genre de pâte. J’ai eu l’occasion de faire naître un levain-chef avec la moitié d’eau et miel, cela est arrivé assez vite à fermentation. Dès le moment où j’ai ajouté tout miel et plus une goutte d’eau, la fermentation s’est bloquée. Elle redémarrait dès que je revenais à une présence moindre de miel. J’ai conservé ce levain avec beaucoup de miel aussi longtemps que l’on a eu marre de le voir trainé dans le frigo.
Sylvain, à l’école internationale de boulangerie (Eidb), avait mesuré une petite descente du pH (-0,2) au début, puis une stabilisation.
Sans autre relation que l’intérêt et la dynamique de recherche, avec Xavier, l’apiculteur de Nectar & Co, avec Thomas et Sylvain à l’Eidb et l’ami Jean-François au Lot-et-Garonne, on recherche et essaye de mettre sur les rails une méthode pour abandonner cet ajout de produit levant afin de privilégier la fermentation et le lent travail d’échanges enzymatiques.
L’apiculteur Xavier préconisait d’employer du miel dès les premières extractions du printemps, sans maturation de celui-ci et sans chercher à atteindre les 18% d’humidité utile à sa conservation, ce miel là devrait être plus riche en ferment. S’il parle de miel de printemps, c’est aussi pour lui laisser le temps de faire une meilleure fermentation pendant les températures chaudes de l’été et surtout avant les fraîcheurs de l’automne et le froid de l’hiver.
On peut aussi se poser la question de la sorte d’épices ajoutés ? Dans la tradition, on retrouve par les dénominations du pain d’épices dans d’autres langues, le gingembre (en anglais gingerbread) et le poivre (dans le Nord de l’Europe peperkoek) principalement parce que le poivre était une des premières épices importées en masse.
Mais ne faut-il pas rechercher, dans le cadre d’une bonne fermentation, des épices qui favorise celle-ci et écarter les épices qui répriment les ferments (XI.10).
La recherche d’auto-fermentation de la pâte au miel et épices ne sait pratiquement pas s’ensemencer que par un levain-chef. Aussi régulièrement, c’est l’entièreté de la pâte (dite alors) pâte mère qui « repose » plusieurs mois.
Du fait de la difficulté à provoquer une fermentation, l’ajout de potasse (cendres lavées et purifiées), plus l’acidification (naturelle ou par agent chimique), va assez vite se généraliser dès le début du xixe siècle.
Déjà au xiie siècle, Ibn Al-Awan[70] décrit l’utilisation du salpêtre (nitrate de potassium) séché au soleil dans un vase qui permet de faire lever plus promptement la pâte, même sans ferment. On est là peut-être aux prémices de la poudre à lever chimique ?
Mais plutôt que d’utiliser comme cela se pratique avec les poudres à lever chimiques (fig.15) qui apportent de l’aération, diminuent le goût et même les vitamines pour les soda bread irlandais et de la Nouvelle-Angleterre (l’extrême nord-est des États-Unis à la fin du xviiie siècle, jusqu’au milieu du xixe siècle)[71], il est plus tentant de redécouvrir le chemin de l’affinage et du long repos de la pâte mère. Là aussi, il existe des challenges, que l’éthique voulant ou ne voulant pas suppléer avec de la potasse ou de la levure notre manque de connaissances des fermentations naturelles va faire de notre métier, un puits sans fond de recherche professionnelle, et cela c’est précieux.
| fig.15. Produits de développement de pâtes, d’origine chimique, sans fermentation | ||||||
| Formule chimique | Na2H2P2O7 | NH4HCO3 | K2CO3 | contient NaHCO3 | ||
| Dénominations communes | Poudre à lever ou Baking-Powder | Carbonate d’ammoniac ou d’ammonium | Carbonate de Potassium ou Potasse | Bicarbonate de soude ou Natron | ||
| Nécessité d’humidification | OUI | NON | NON | NON | ||
| Nécessité
de haute t ° |
OUI | OUI | NON | OUI | ||
| Nécessité d’acidification | OUI | OUI | OUI | OUI | ||
| D’après le cours « Connaissance de base » de l’école Richemont, 2011 | ||||||
Il se peut qu’en s’essayant à ces diverses méthodes de panification panettone et pain d’épices, vous aurez voyagé, exploré tout en restant dans votre fournil. Ainsi les quatre murs de celui-ci seront une enceinte ouverte sur le monde par les différentes méthodes de levain. Ces quatre murs ne seront pas ceux d’une maison d’arrêt… de la pensée et des implications boulangères.
XIX.4. L’outil fermenteur à levain va-t-il maturer un levain tout-point ?
En 1778, Parmentier ne nie pas[72] qu’ « avec un seul levain, on pourrait faire de très beau pain », mais son conseiller de l’époque, le régisseur de la boulangerie des Invalides, Monsieur Brocq, lui rétorque « que la méthode de n’employer qu’un seul levain dans un état trop prêt, était l’unique cause de l’imperfection du pain qu’on fabriquait en Anjou, où il avait été exprès examiner la fabrication à Chartres et Orléans ». Plus forte encore est l’interpellation de Parmentier, sur « l’esclavage pénible où sont les boulangers d’épier le jour et la nuit ce qui se passe dans leur levains et sur la gêne continuelle de les rafraîchir trois ou quatre fois, ce qui ne laisse à peine à cette classe d’artiste, trois heures de suite au plus pour se livrer au repos » [73](XVII.5.3). Parmentier pose judicieusement la question : « Ne serait-il pas possible de les soustraire à un pareil travail et de produire le même effet en n’employant d’abord très peu de levain, le délayant dans l’eau froide avec beaucoup de farine en donnant à la pâte de la consistance et l’exposant dans un endroit frais afin de mettre des entraves au travail prompt de la fermentation, d’en ralentir pour ainsi dire l’activité et d’opérer par ce moyen en douze ou quinze heures, ce qui arrive ordinairement dans l’espace de trois heures avec l’eau tiède ou chaude, moins de farine, une pâte molle et peu travaillée ? » Vu l’importance de la question, là encore, Parmentier se réfère aux conseils du praticien qu’est J.B.Brocq. Celui-ci ne nie pas non plus que « le levain résultant d’une seule préparation bien dirigée pouvait procurer l’effet des levains rafraîchis » mais « objecta [qu’il] serait de toute impossibilité aux boulangers, non seulement de déterminer le moment où le levain se trouverait au point juste d’apprêt pour être employé, mais encore de prévoir dans un intervalle assez long, toutes les circonstances des temps qui accéléreraient, suspendraient ou gâteraient la fermentation. Tandis que le renouvellement leur permettait de calculer les évènements qui survenaient dans l’espace de trois heures ».
 Et Parmentier de se soumettre au jugement de son conseil professionnel « il faut donc, malgré l’assujettissement qui affecte notre sensibilité, que les boulangers se soumettent à la nécessité gênante de rafraîchir les levains au moins trois fois ».
Et Parmentier de se soumettre au jugement de son conseil professionnel « il faut donc, malgré l’assujettissement qui affecte notre sensibilité, que les boulangers se soumettent à la nécessité gênante de rafraîchir les levains au moins trois fois ».
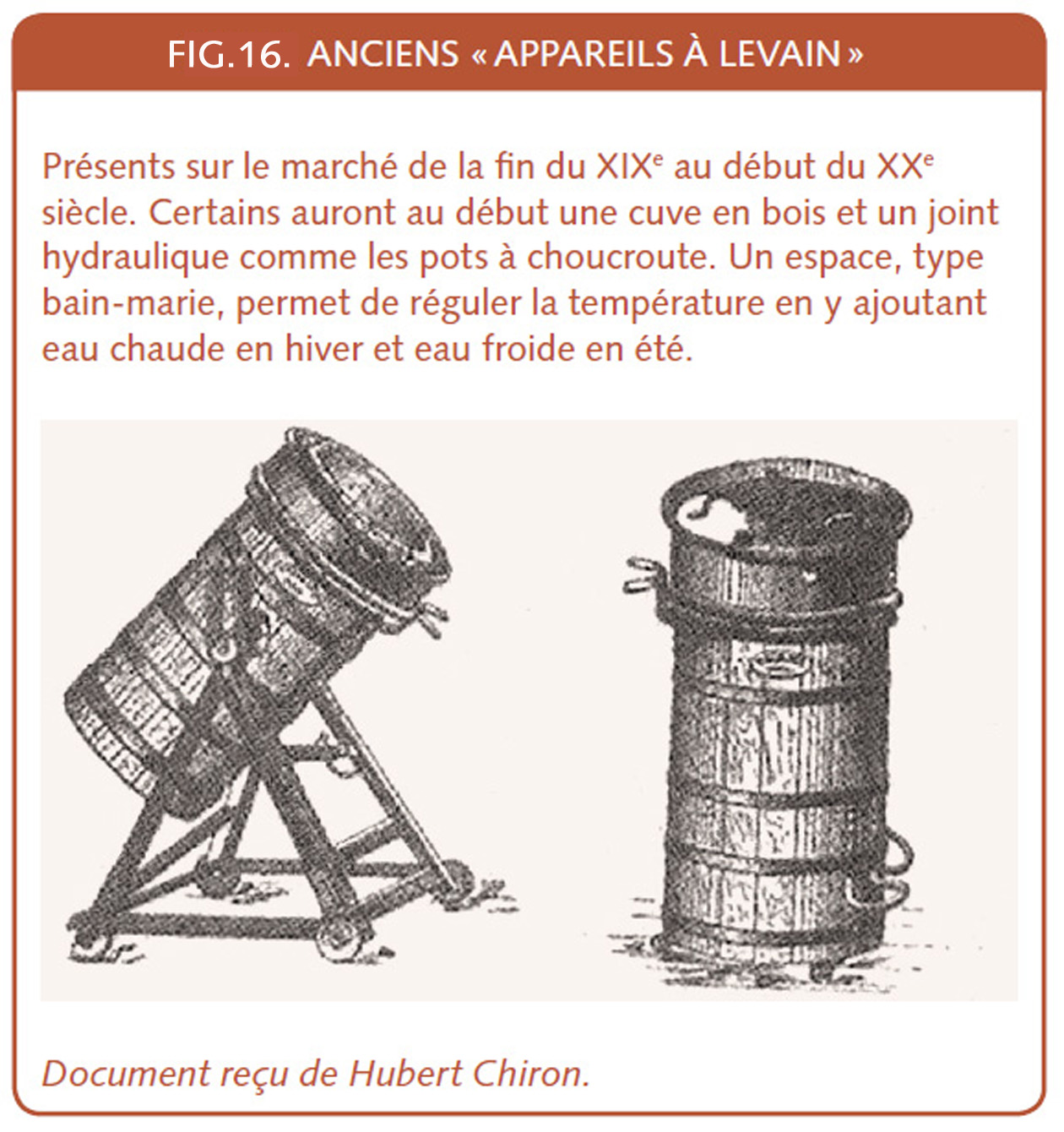
Comme pour le suivi de la maturité du levain qui fluctue avec les températures ambiantes et avec les nuits plus fraîches que doit souvent traversé la longue fermentation du levain, il nous faut suivre son état régulièrement et lui éviter les courants d’air. À l’époque de Parmentier, il n’existait pas de frigo et l’atelier était surchauffé en été par la chauffe direct au bois et le four massif à grande inertie thermique, le tout installé parfois dans les caves, du moins dans les villes importantes. Bien avant les fermenteurs à levain actuels, ce que l’on appelait, l’appareil à levains, baptisé de son nom de firme, « L’idéal », est encore en bois (fig.16) et dispose parfois du joint hydraulique comme les pots à choucroute.
Émile Dufour précise que les « appareils à levain » ont été remplacé dans les fournils par la feuillette de vin (soit un tonneau de 110 litres), défoncé dans sa partie supérieure[74].
Le premier fermenteur de l’entreprise Böcker avait également en 1908, un tuyau en hêtre perforé aménagé dans un apparat, espèce de container qui permettait de disposer d’un levain de qualité constante. Cet outil dénommé « appareil pour acidifier la pâte et substrats similaires » dérivait d’un petit activateur fermentaire pour la fabrication du vinaigre[75].
L’emploi du bois a de quoi rapprocher la fermentation du vin en tonneau à la fermentation du levain, avec l’action des tannins inhibiteurs d’enzymes qui régulerait peut-être la fermentation.
En France, Marcel Arpin signale[76] deux catégories « d’appareils à levain » qui seront brevetés à partir des années 1880.
Le premier type laminait entre deux cylindres le levain du premier rafraîchi afin d’obtenir une pâte très ferme qui était conservée dans le pétrin jusqu’à la pétrissée du soir.
Du fait qu’il étirait la pâte en laminant, on l’appellera aussi la « machine à essorer le gluten », ce à quoi il peut servir également en prolongeant l’opération de lixiviation, vue chapitre IX.11.
Le deuxième type, de loin le plus utilisé d’après Arpin, est un type de bain-marie qui permet de remplir l’espace entre le récipient intérieur contenant le levain et le récipient extérieur, d’eau froide ou chaude, et de répondre un peu au besoin de régulation de la fermentation par la température. Les appareils dénommés « le sans levain » et le système « Arnal » sont de ce type. L’appareil de Belloir et Berry, lui dispose d’un faux fond ou est placé l’eau équivalente aux besoins du rafraîchi que l’on veut obtenir par après. Le levain, assez ferme, va fermenter et saturer cette eau du dessous en gaz carbonique, ce dernier va remonter par le tube et barboter dans la nappe d’eau située au-dessus, signalant ainsi la maturité du levain.
La pratique du levain va tomber en désuétude par l’amélioration de la commercialisation de la levure pressée qui va dominer le marché et les appareils à conserver le levain disparaîtront par la même occasion.
Il faudra attendre les années 1960-1980 pour qu’en Allemagne les fermenteurs à levain fassent leur apparition avec le renouveau du levain. Et de suite, on pense à une production dite en continu, puisqu’on les pense comme des réservoirs de pâte acide (XIX.3.2). Dans les années 1990, l’informatique apportera sa contribution à ce concept de fermenteurs à levain.
Le levain en deviendra presque systématiquement liquide pour être pompable, les fermenteurs ne pouvant pas extraire le levain sous consistance pâteuse avec une vis sans fin, vu la ténacité des pâtes arrivant à maturité qui peuvent entraîner assez vite des problèmes inextricables de serrage.
 La paire électronique/informatique permet le contrôle automatique des températures mais, dans les contenants de taille artisanale, on a rarement des dispositifs permettant d’effectuer des rafraichis gérés par informatique.
La paire électronique/informatique permet le contrôle automatique des températures mais, dans les contenants de taille artisanale, on a rarement des dispositifs permettant d’effectuer des rafraichis gérés par informatique.
Ils ressembleront assez fort au tank à lait dont doivent disposer les agriculteurs – éleveurs pour conserver leur lait au frais en attendant le passage du camion-citerne qui effectue les ramassages ou collectes.
D’ailleurs certains boulangers achètent des tanks à lait d’occasion, afin de réduire les frais d’achat de fermenteurs, en pratiquant quelques modifications au niveau de la vanne de soutirage.
Tout cela n’a pas grand-chose à voir avec l’objectif qui en France veut servir le levain naturel comme seule force de pousse et sur des pâtes avec farines blanches.
Alors comment différencier l’emploi de cet outil, suivant des objectifs si différents que l’acidification et la force de pousse de la pâte.
Il manque souvent la phase de rafraîchi plus régulier à ces fermenteurs à levain qui se contente de garder au froid, le levain liquide et de ne le rafraîchir qu’une fois sur la journée.
On sait que le levain commence son retour vers l’acidification après huit heures à température ambiante (25 °C). Heureusement que le fermenteur peut descendre jusqu’à 10 °C le levain liquide, ce qui pourrait éviter de le rafraîchir quelque fois sur la journée. Mais quand même pas au point de sauvegarder un contrôle précis de l’apport d’acidité qui dans le cas de pain à mie claire, risque de s’acidifier de trop. L’obstacle à franchir est ce qu’écrivait Parmentier en 1778, vu avant (XVII.5.1).
Une firme allemande, Thörmer de Düsseldorf, créa cette possibilité de rafraîchir les levains, elle a eu raison par apport à ce monde qui dans l’équipement, pense que le levain sans possibilité de rafraîchir arrive à maturer de manière rationnelle, c’est-à-dire par la simple maitrise du froid. Le pétrin-fermenteur conçu en 2006 par Michel Loiselet est un peu du même type, il a eu raison avant tout le monde, malheureusement comme l’outil de Thörmer, ils n’ont pas été reconnu par le marché [77]. Ont-ils eu le tort d’avoir raison trop tôt ?
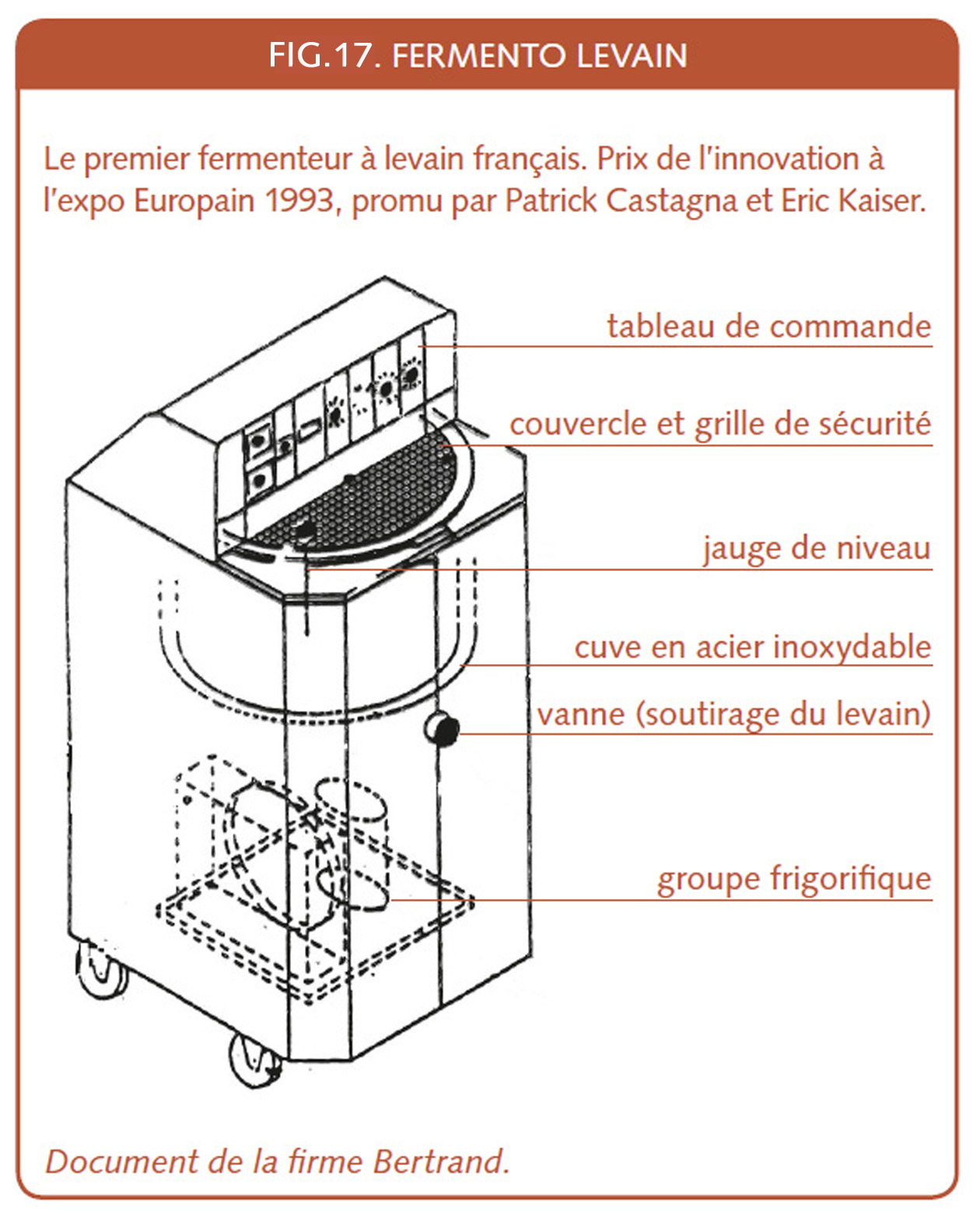
Ces appareils modernes avec aide informatique (fig.17) pourraient apporter des solutions et éviter des horaires coupés.
Toutefois, j’ai souvent entendu en France de la part de boulangers qu’il fallait se méfier que le levain du fermenteur n’apporte de l’acidité trop dominante au niveau du gout. Si l’on était satisfait de l’apport d’un levain dans la pâte au niveau de la texture de la mie et de la conservation du pain, on comptait trop souvent sur l’appoint de levure de boulangerie (même petit) pour assurer la pousse avec le risque que cela présente de dominer l’auto-fermentation (XVII.2).
Certes, cela a notamment un côté rationnel non négligeable, et même positif au niveau de la conservation, mais cela ne respecte pas une bonne conduite du rafraîchi en suivant le réglage fin entre la dose d’ensemencement et la durée de fermentation qui a un apport plus subtil de gout, et où l’acidité risque moins de l’emporter sur le reste.
En France, il faudra attendre la fin du xxe siècle pour que le premier fermenteur français obtienne le prix à l’innovation à l’exposition Europain de 1994. Il sera promu par Patrick Castagna et Éric Kaiser qui sont alors formateurs itinérants à l’Inbp.
En Allemagne, cet outil était trop souvent utilisé comme réserve de pâte acide (XIX.3.2) au point que le cahier des charges de boulangers bio bavarois (Bayerischer Vollwertbäckerei) stipule en 1987[78] que les Sauerteig-Automat, soit fermenteurs à levain, sont contraires à la fermentation sur plusieurs rafraîchis et ne sont pas autorisés en Bavière pour ces boulangers pointus.
Les indéniables avantages des fermenteurs à levain sont comme souvent, la mise à jour de normes au niveau de la matière composant le contenant qui sera en acier inoxydable, certains précise le no 14301. Il est vrai que c’est une amélioration par rapport à un levain mis en fermentation dans des cuves de fonte-alu. Celles-ci titrent parfois dans leurs alliages des métaux lourds ou matières pouvant être toxique[79] susceptibles d’émigrer vers le levain. D’autant plus que celui-ci est fort acide, ce qui donne un milieu plus corrosif favorisant les migrations.
Les contenants plastiques auront la même critique de potentialités de migration lorsqu’ils contiennent des substances tels que les phtalates et bisphénol-A et même B, classés parmi les perturbateurs endocriniens depuis la campagne Our Stolen Future[80], soit Notre avenir volé, lancée en 1991 par Théo Colborn et appuyée par Al Gore (V.4.).
Ces substances plastiques qui, aux environs des années 2010, seront interdites pour des raisons de sécurité alimentaire[81].
La boulangerie industrielle, comme souvent sera innovatrice au niveau de l’évolution de l’outil, elle optera pour une fermentation du levain liquide en production ininterrompue[82].
Personnellement, je ne souviens de ma fierté d’avoir élaboré un logiciel sur tableur pour élaborer sa pâte au levain sur plusieurs rafraîchis[83]. Il suffisait d’y entrer le nombre de pains que l’on souhaite faire et l’heure de la pesée de la pâte, alors le tableur vous donnait les heures à laquelle vous deviez faire vos rafraîchis, le poids de farine et litres d’eau nécessaire pour chacune de ses phases intermédiaires.
Le jour où l’ordi est tombé en panne, j’ai été étonné de ma difficulté de refaire les formules par calcul écrit du procédé que j’avais pourtant conçu. Je me suis dit que quelqu’un qui reprenait ce petit tableur aurait encore plus difficile que moi. Il ne faudrait pas que notre savoir une fois entrer en informatique devienne un savoir mort.
Continuons à être des êtres vivants et préférons l’angoisse devant la page blanche plutôt que devant l’écran noir, pour rester plus autonome et exigeant dans la recherche de meilleures solutions.
XIX.5. Les avantages nutritionnels et technologiques du levain par rapport à la levure
Il est clair que l’objectif de ce livre est d’ouvrir les choix, de vous donner des clés. Je dis bien des clés, pas la clé. Et pourtant avec tous les sortes- de fermentation exposés dans les chapitres xvii et xix, je n’ai pas tellement l’impression de vous laissez le choix. Enfin, si,…mais, comme je ne parviens pas à vous cacher ma passion du levain, du coup, je ne serais pas impartial comme l’objectivité devrait l’indiquer.
Pour vous être sincère, cela a pris une importance telle à la recherche des qualités nutritionnelles du levain naturel, que j’ai l’impression que le levain (déjà bien en place de par son challenge et la dynamique de vie qu’il engage) deviendra prioritaire pour moi. Ce choix du levain, prenant le pas sur le choix levure, s’est verrouillé calmement, mais surement au fur et à mesure que je prenais conscience des découvertes positives au niveau nutritionnel.
En l’étudiant avec les enquêtes scientifiques, j’ai pu dans un premier temps voir l’avantage de l’auto-fermentation au levain sur les fermentations levurées pour ce qui est de l’acide phytique (VI.11).
Assez vite on comprend lorsque l’on compare les deux types de fermentation, que le levain dépasse largement en intérêt nutritionnel la fermentation ensemencée à la levure parce qu’elle laisse bien plus de temps de fermentation qui prédispose mieux les nutriments à être pré-assimilés. Ce n’est pas seulement la durée laissée aux dégradations, mais le fait que la population microbienne n’est pas d’une seule espèce, ce qui conduit à une fermentation mixte ou la fermentation alcoolique est accompagnée par une fermentation lactique, qui a fait ces preuves au niveau alimentaire (XV.8).
Déjà lors de la culture d’obtention du levain-chef, on remarque que celui-ci a épuré les microorganismes potentiellement pathogènes quand il atteint l’acidité nécessaire (XVII.4.1).
Et cela continue pour les avantages du levain par rapport à la fermentation levurée.
L’action antifongique est repérée par la production de certaines bactéries lactiques d’acides organiques, notamment pour certaines d’entre-elles, d’acide propionique (XV.11). Et même si les mycotoxines ne sont pas détruites à la cuisson alors que leurs producteurs (les moisissures) trépassent, lors de la longue fermentation au levain par rapport à la levure, on observe dans des études, une dégradation des mycotoxines allant parfois jusqu’à 95 % pour les aflatoxines[84]. Certes, on peut dire que cela n’est pas encore assez confirmé, que cela ne concerne que la propriété de certaines souches et paramètres de températures, mais pour peu que se réalise des enquêtes sur le sujet[85], cela ne va que dans ce sens.
On a même remarqué (fig.18) en 1978 dans la comparaison pâte au levain/pâte levurée que des résidus de pesticides (en l’occurrence de raccourcisseurs de tiges) étaient réduits d’un tiers par la fermentation au levain[86].
| fig. 18. Teneurs en résidus de Chloro-Cholin-Chloride -C.C.C.-
(Raccourcisseur de tiges) dans des pains de froment et pains de seigle |
||||
| Types de farines utilisées pour le pain | Types de fermentation
et de cuisson |
Teneur en C.C.C. (mg. / Kg de mat. sec.) | Quantité restante de C.C.C. dans le pain en % | |
| Farine | Pain | |||
| Farine Froment T 55 | Pain moulé / levure | 0,16 | 0,06 | 38 |
| Farine Froment T 150 | Pain moulé / levure | 0,51 | 0,25 | 49 |
| Farine Froment T 150 | Pain moulé / levure | 0,22 | 0,09 | 41 |
| Farine Seigle T 85 | Pain au levain | 0,54 | 0,13 | 24 |
| Farine Seigle T 170 | Pain au levain | 1,11 | 0,38 | 34 |
| D’après BRÜGGEMANN et ÖCKER, 1992 | ||||
Il en sera de même pour la présence de l’acrylamide (fig.19), au potentiel cancérogène et dont l’effet anti-nutritif est annihilé grâce aux effets de la fermentation au levain.
L’acrylamide, qui fait l’objet de veilles sanitaires depuis 2002, est issu d’une réaction de Maillard (VIII.4), liaison d’un acide aminé (ici, l’asparagine) et d’un sucre dit réducteur (hexose, soit sucre à six atomes de carbone, comme le glucose qui a la potentialité d’être oxydé). L’enquête menée par Claire Micheaux[87], nous révèle que c’est tous nos repas contenant de l’amidon (que l’auteure appelle « tartines ») qui sont concernés par cette problématique. Et principalement lorsque ces aliments sont cuits, que le degré de cuisson est important et si l’élément gras fait partie de la cuisson. Évidemment, beaucoup de propositions enzymatiques commerciales exogènes et recombinées permettront de diminuer le problème[88].
| fig.19. L’accroissement des risques dus à l’Acrylamide
dans les produits de boulangeries et autres |
|||||
| Rapport
Croute/mie |
Type de fermentation | Taux d’extraction de farine | Teneur en asparagine des céréales | Apports d’additifs | Produits à plus haut risque par rapport au pain |
| Pains riches en croutes | Pain de longue fermentation au levain | Farine intégrale | Riz
Avoine Millet Seigle |
Propionate de calcium | Vos cafés
pour rester éveillé Chips Biscuits Frites Pains |
| Pains riches en mie | Pain de courte fermentation à la levure | Farine fort blutée ou blanche | Maïs
Orge Froment |
Chlorure de calcium et de magnésium
Citrate de sodium |
Fruits frais |
| D’après C.MICHEAUX, 2015. P.KOEHLER et H.WIESER, 2013. A.KORNBRUST et al., 2010. Et le rapport de l’International Program on Chemical Safety de 2010 | |||||
Un pain riche en croute (pain sous forme de gaufrette croustillante, type « crispbread » ou « knäckbröd ») contient plus d’acrylamide que le pain de mie, qui a évidemment moins de croute. La baguette se situe entre les deux. Le pain cuit en moule graissé en présente plus qu’un pain cuit sur sole. Les farines intégrales en ont plus que les farines au taux d’extraction important, simplement parce que l’asparagine est plus présente dans la périphérie du grain. Certaines céréales (riz, avoine, millet, seigle) contiennent plus d’asparagine que le froment. La fermentation des bactéries lactiques, surtout les homofermentaires, réduisent la présence de l’asparagine en dégradant cette molécule d’acide aminés[89].
Le fait d’utiliser des éléments toastés, grillés, torréfiés augmentent les teneurs en acrylamides. Et ainsi le plus grand apport de ces molécules viendrait par le café, vu le nombre de tasses avalées. Ce qui a créé débat en Californie, quand de grandes entreprises alimentaires (Starbucks notamment) devaient depuis peu afficher une mise en garde semblable à celle des cigarettiers (« fumer tue » et ici « torréfier tue ») en vertu de la Proposition 65, loi sur la protection de la santé.
Depuis 2000, aux États-Unis, les avocats ont recueilli plus des deux tiers de l’argent payé par les entreprises pour régler les poursuites en vertu de la Proposition 65, en ce qui concerne d’autres produits (eau potable, ustensiles de cuisine, vêtements, plastiques,…) que le café, les frites ou chips. Et la boulangerie-biscuiterie n’est concernée sur cette problématique depuis 2018, suite à un jugement faisant jurisprudence[90].
Pour définir les produits concernés par la Proposition 65, ceux-ci doivent avoir une chance sur cent milles de causer des malformations congénitales ou le cancer, cela sur une période de 70 ans. À se demander avec Jean De Kervasdoué[91] si le principe de précaution peut être « raisonnable » et si la peur n’est pas au-dessus de nos moyens ?
En ne cherchant pas à inquiéter à outrance mais à prévenir et faire des choix qui permettent des avantages nutritionnels, revenons à la fermentation au levain par rapport à la levure. On remarque que les chaînes allergisantes des protéines du gluten vont aussi subir une dégradation bénéfique à leurs assimilations et diminuer leur action agissant sur le système immunitaire. Certains chercheurs l’observait en 2002 en repérant déjà des bactéries lactiques plus appropriées que d’autres pour opérer cette transformation[92].
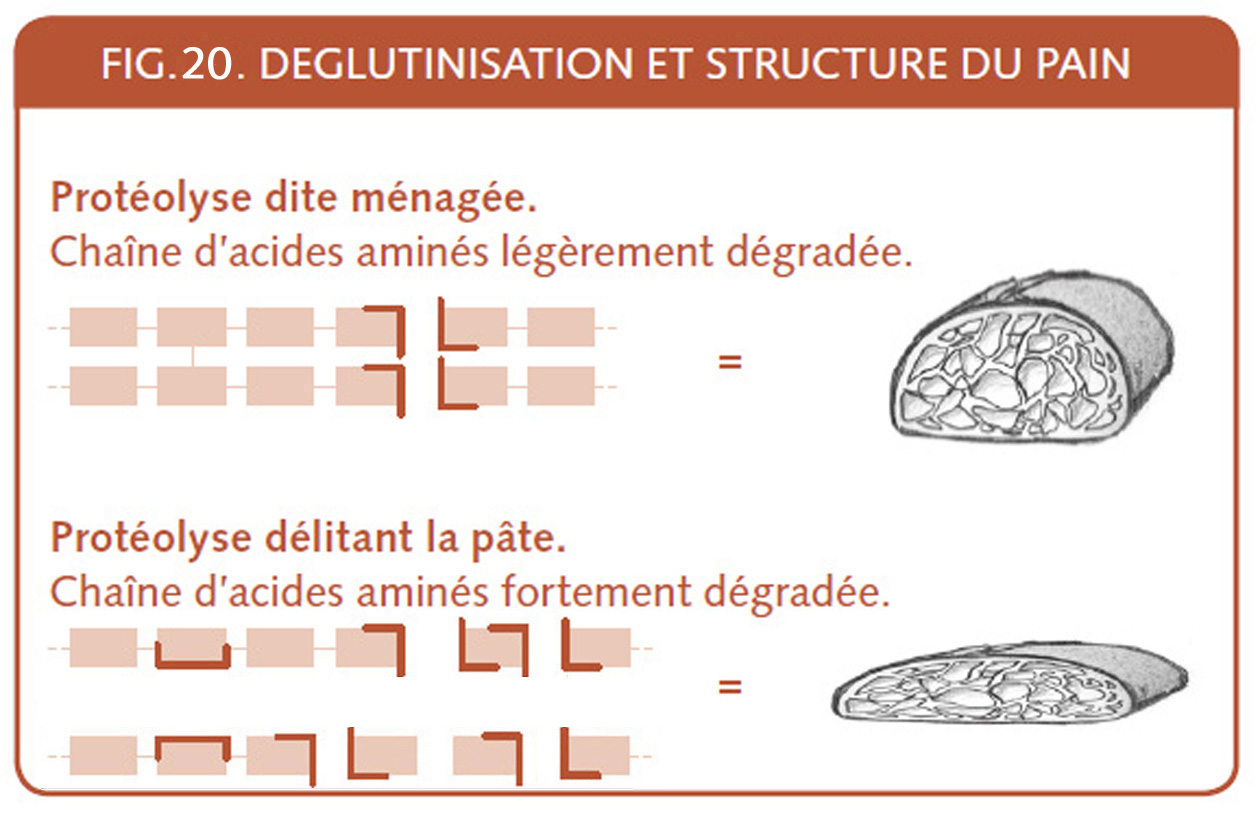 Et puis les recherches menées en Italie sur les bienfaits du levain, au niveau de l’alerte « contient du gluten », ont même conduit sur l’emballage des produits alimentaires à un terme nouveau : « froment déglutinisé »[93], grâce au levain (fig. 20 et XIX.2).
Et puis les recherches menées en Italie sur les bienfaits du levain, au niveau de l’alerte « contient du gluten », ont même conduit sur l’emballage des produits alimentaires à un terme nouveau : « froment déglutinisé »[93], grâce au levain (fig. 20 et XIX.2).
Avec la fermentation au levain, les acides aminés essentiels composant les protéines en deviendront plus disponibles, les sucres plus (voir trop ?) préparés à la digestion (VII.4). Cela procure également un nombre plus important de molécules de goût, mais si c’est une fermentation de plus d’un jour, même en méthode de très faible ensemencement, cela délite parfois trop les structures du pain et l’amidon, et l’on devra peut-être compenser ce manque de résilience de la pâte par l’addition de gommes, comme on le fait pour les pains sans gluten.
En 1991, je m’interrogeais sur le sort des nitrates en panification dans la revue Nature & Progrès Belgique[94] en sachant que cette pollution de fond par les nitrates de l’eau ne cessait d’augmenter (XIII.4). C’est que la phase acide apportée par le levain permettait peut-être une moins bonne transformation du nitrate en nitrite par la nitrate-réductase. Sachant que le nitrite s’alliant par après avec des acides aminés devient nitrosamines, ce qui n’est pas spécialement bénéfique pour la santé. Ce que des experts lors d’un colloque de 1977 sur le pain émettait avec ces propos, « Question à suivre, mais qui n’intéresse certainement pas que le pain »[95].
Voilà résumé dans la figure 21, les atouts nutritionnels du levain par rapport à une fermentation levurée.
| fig.21. Les avantages nutritionnels, gustatifs et techniques du levain | par rapport à la fermentation à la seule levure | |
| Hydrolyse des phytates des farines complètes | Après 6 heures de fermentation, séparation à 100% de l’acide phytique et des sels minéraux grâce à la phytase | Après 6 heures de fermentation, séparation maximum de 50% de l’acide phytique et des sels minéraux grâce à la phytase |
| Bio-assimilation des macro- et micronutriments | La dégradation enzymatique des nutriments est plus poussée et plus variée avec le levain que levurée | La dégradation enzymatique des nutriments est souvent plus courte
et moins variée qu’avec le levain |
| Formation de molécules de goût | Trois voies fermentaires différentes pour les dégradations des glucides et des protides | Une seule voie fermentaire pour les dégradations des glucides et des protides, bien que 5 % de fermentations secondaires |
| Dégradations des molécules de mycotoxines -toxines produites par les moisissures | Ce sont des bactéries lactiques du levain qui sont responsables de 90% de la dégradation reconnue d’aflatoxines produites par des moisissures | Aucune étude actuellement à propos de cette action par des levures qui sont des champignons comme les moisissures |
| Dégradation des molécules de résidus de pesticides | Encore une action digne des stations d’épurations
ou pour le pain, les bactéries sont meilleurs que les levures |
Action perpétrée aussi par les fermentations levurées mais avec une plus faible efficacité en panification. |
| Dégradation des protéines de haut poids moléculaires et de gliadines allergisantes | Toutes les dégradations enzymatiques dégradent les liaisons d’acides animés (protéines), mais la fermentation mixte (alcoolique et lactique) du levain les améliorent | C’est les enzymes de la farine à un certain niveau d’acidité et des bactéries qui dégradent les liaisons d’acides animés,
les levures aussi, mais bien moins que la fermentation levain |
| Dégradation moins forte de nitrates en nitrites,
prédécesseurs de nitrosamines |
C’est encore le milieu acide qui permet de défavoriser les enzymes nitrate-réductase qui sont en meilleure activation vers le pH 6,5 et non 4,5 (pH du levain) | La baisse d’acidité risque bien de freiner un peu l’activité de la nitrate-réductase qui est plus à l’aise au pH 6,5,
celui des pâtes ensemencée à la levure |
| Lutte contre la formation des acrylamides | Les bactéries lactiques (principalement homofermentaires) dégradent l’asparagine précurseur de l’acrylamide | Aucune étude actuellement sur un type d’action semblable
par les levures |
| Enrichissement vitaminique et en acides aminés essentiels | Toutes actions de fermentation engendrent des accroissements de teneurs en vitamines et acides aminés, mais la longue fermentation lactique est supérieur | La fermentation unicellulaire à la levure ne va pas tant favoriser la multiplication des vitamines et acides aminés parce que plus courte et moins diversifiée enzymatiquement |
| Action antifongique contre les moisissures après cuisson | La production d’acides des bactéries, 100 à 50 % en + que la poolish, agit comme une aide à la conservation du pain. | Les pâtes levurées en direct émettent 7 à 100 fois moins d’acides organiques que les pâtes au levain |
| Épuration des bactéries potentiellement pathogènes lors de l’élaboration d’une nouvelle souche de levain-chef | La progression de l’acidification lors de l’élaboration du levain-chef élimine les Escherichia coli et Clostridium perfigens (potentiellement pathogènes) | La seule fermentation à la levure ne sait pas réalisé cette épuration de la culture par l’acidification |
| Lutte contre la maladie du pain dit filant | Le bacille subtilis thermorésistant responsable de la dégradation post-cuisson ne survit pas dans le levain | Le bacille ne sait se développer qu’avec des fermentations levurées
aux environs du pH 6 |
| D’après LEPEN et ADRIAN, 1982. AUBERT, 1985. KATINA et POUTANEN, 2013. DI CAGNO, 2002. GOBETTI, 2016. MICHEAUX, 2015. ZINEDINE, 2004. BRÜGGEMANN et ÖCKER, 1992. Schnürer et Magnuson, 2005. SPICHER, 1987b. BRANDT, 2006. RICHARD-MOLLARD, 1994. DRAPRON,2005. | ||
En réalisant une rétrospective des aspects nutritionnels, deux spécialistes finlandaises de l’étude du levain dessinent les grandes voies des bénéfices des fermentations au levain sur le seigle complet et les fibres alimentaires. L’état de la transformation au sujet des vitamines, de l’amidon dans la problématique de l’index glycémique, la dégradation des protéines allergisantes, etc.[96] On se retrouve là avec des avantages nutritionnels importants qui prêchent pour que la fermentation ne s’effectue qu’au seul levain naturel, plutôt qu’à la levure, surtout si l’on emploie des farines riches en fibres.
D’autres avantages plutôt hygiénistes et technologiques viennent s’ajouter aux bénéfices nutritionnels.
Dans les périodes caniculaires, peut apparaitre le pain filant qui est un problème créé par un bacille thermorésistant dit Bacillus mensentéricus (de « mésentère », paroi intestinale) dénommé en langage populaire d’autrefois, le bacille des foins parce qu’il apparaissait à la période de la fenaison. Notons que de nos jours on trouve plus souvent la dénomination « Bacillus subtilis ».
C’est d’ailleurs de la thermo-résistance de ce bacille qu’au xxie siècle, l’on va extraire dans un premier temps, l’amylase bactérienne. Celle-ci est appelée dans l’offre de l’enzymologie industrielle à opérer un effet freshness ou retardement du rassissement en boulangerie (XVI.11.1).
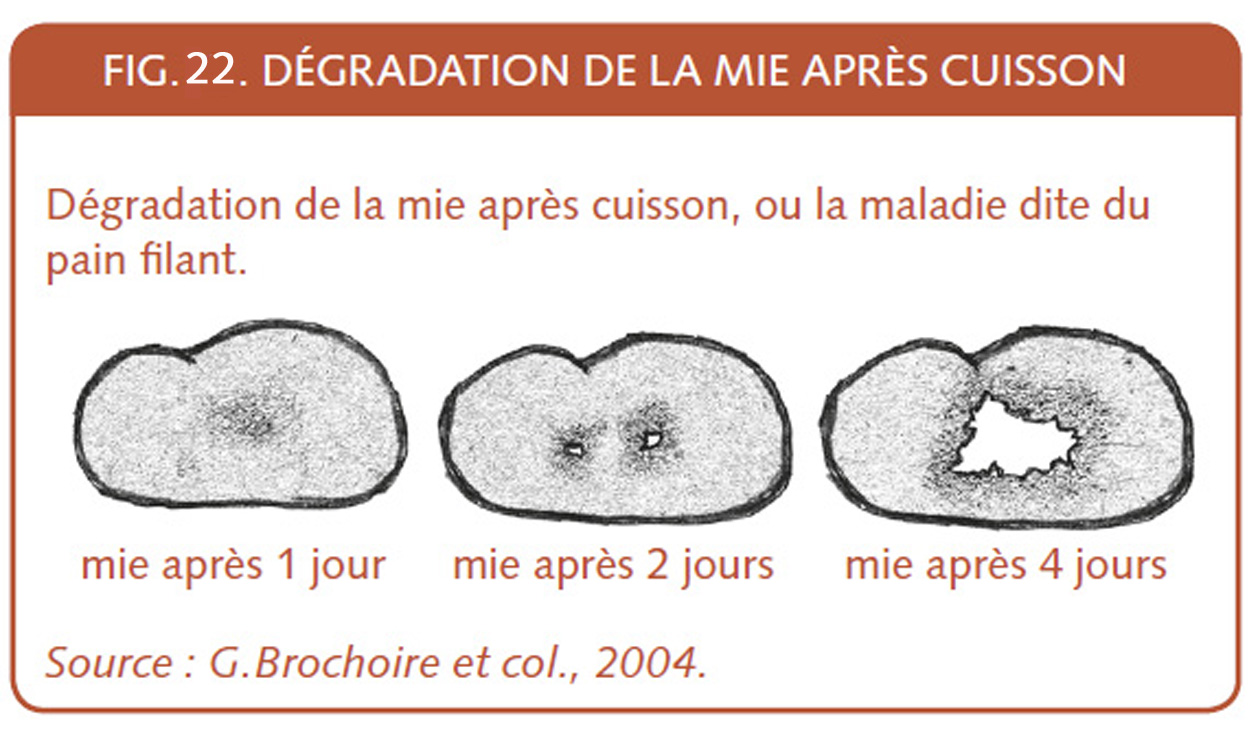 Si le microbe résiste à de hautes températures (jusqu’à 90 °C) et que le cœur d’un pain de mie ne dépasse pas parfois ces températures, il survit et re-fermente le pain après cuisson (fig.22).
Si le microbe résiste à de hautes températures (jusqu’à 90 °C) et que le cœur d’un pain de mie ne dépasse pas parfois ces températures, il survit et re-fermente le pain après cuisson (fig.22).
La bière re-fermentée en bouteille cela passe plutôt bien, mais le pain re-fermenté en sachet, c‘est très mal reçu.
Cet accident est fort dérangeant commercialement du fait que l’on ne remarque que trop tard et parfois les fournées de plusieurs journées se sont écoulées avant de pouvoir le diagnostiquer et commencer à réagir. Il est à noter que le pain s’il n’est pas mangeable et tartinable, n’est pas toxique pour la cause.
Lors de l’apparition de ce problème, il faut lutter contre ce bacille en rendant son environnement hostile. Comment ? En lavant tout au vinaigre -acide acétique- puisque le bacille ne sait pas vivre dans un milieu acide. Comme on parle de contamination microbienne, il s’agit de nettoyer tous les ustensiles et l’environnement immédiat avec ce vinaigre.
On l’appelle l’accident du pain filant, puisqu’il s’active après cuisson dans le pain une fois rassis en faisant re-fermenter la mie du pain, ce que les anglais appellent « ropy bread », soit pain visqueux.
La panification au levain ne connait pas le problème de ce retour vers une mie visqueuse, réservé ainsi aux panifications à la levure, moins acide. Un avantage de plus à mettre au crédit de la panification au levain.
Ajouter du levain acide serait aussi une solution préventive lors de l’élaboration de la pâte. Si le problème se présente dans votre fournil, abandonner l’apport de pré-pâte fermentée à la levure pendant un temps sera aussi nécessaire pour couper la contamination de ce bacille thermo-résistant.
La conservation par l’acide produit est aussi une réponse plus noble professionnellement que l’ajout d’additif acidifiant (XVI.4.9). L’emploi du levain répond à la demande des consommateurs qui souhaitent moins d’additifs[97]. De plus, on l’a suffisamment remarqué dans les chapitres IX.5 et XIX.3.2, l’acidification qu’apporte le levain dans le milieu pâteux ralentit l’activité enzymatique des farines dans un premier temps, il régule la conduite des pâtes en quelque sorte[98].
Dernier avantage cité : le goût. Plus difficilement « mesurable » puisque c’est plus une perception à individualiser. Mais si les trois voies fermentaires sont bien maîtrisées, le florilège de saveurs est plus intense qu’en fermentation unicellulaire à la levure (VIII.8 et VIII.9).
Je vous l’avais annoncé dès le début de ce sous-chapitre, il y a de quoi cadenasser le choix fermentaire sur le levain.
XIX.6. Le mariage des fermentations vu comme un assemblage de gout
Et justement, quand on se prend pour le responsable du goût de la mie et que l’on veut le reproduire et ainsi inévitablement maîtriser, c’est clair qu’il devient intéressant de disposer d’un panel de méthodes naturelles de panification et de jongler avec elles pour composer.
C’est déjà un avantage remarqué chez les boulangers bien impliqué sur l’objectif « panification au levain », qui disposent souvent de différents levains-chef. Nous avons vu qu’avoir plusieurs levains-chef, n’est pas une obligation, surtout pour ceux qui pratiquent le levain sur plusieurs rafraîchis (XVII.4.5). Cette multiplication par plusieurs rafraîchis permettant de rectifier la donne de départ en diluant celle-ci à l’arrivée : farine complète vers farine blanche, liquide vers solide, seigle vers froment, avec ou sans sucres… pour donner des exemples.
Ce qui est important aussi c’est de bien marquer les définitions verbales ou écrites du levain[99], principalement avec des stagiaires qui assumeront la relève.
Comme une autolyse qui doit rester une pré-pâte sans ferment et pas un simple pause avec de la pâte levurée. Le levain doit rester une auto-fermentation de la farine et eau.
Non pas par orthodoxie et passion dérivant en fanatisme, mais pour disposer de notes de goût précises et d’élargir votre panel de technique de panifications naturelles.
Non pas pour dire que l’ajout de levure dans le levain est une hérésie, mais pour dire que le résultat d’un pain qui a bénéficié d’un vrai levain, aider dans sa pousse par un faible ajout de levure n’aurait pas pu exister, sans respecter cette limite de la définition d’auto-fermentation, certes rigoureuse, simplement parce qu’elle se veut précise.
Pour revenir sur l’autolyse, simple mélange d’eau et farine, signalons qu’elle fait presque double emploi lorsqu’on utilise le levain, puisque la détente ou relaxation qu’elle apporte à la pâte, par la lente dégradation des enzymes natifs de la farine est également occasionné lors de la durée de la fermentation levain. Ce qui est également vrai pour l’imprégnation de l’eau dans les granules de l’albumen amylacé de la farine. Cela n’empêche pas de considérer que cette dégradation de l’amidon et des chaînes de protéines de l’autolyse développe un espace de goût assez doux. Certains vainqueurs du grand-prix de la baguette de Paris (VIII.4) ne s’y trompe pas en déclarant que l’autolyse n’est pas qu’un simple temps d’accommodement de l’eau et de la farine, mais qu’elle est aussi la première phase de formation du goût, en transformant l’amidon en dextrines et maltose par exemple, et non pas en acide ou alcool comme le font les microorganismes de la fermentation, absent de l’autolyse. C’est une douceur qui sied bien à des pâtes blanches.
La pré-pâte à l’aide de levure, soit solide (sponge) ou crémeuse (poolish), ne doit pas être vue comme un concurrent du levain. Encore une fois, ce n’est soit, ni l’un, ni l’autre, elle pourra se marier au levain naturel avec un apport que l’on peut doser suivant le goût recherché.
L’apport de pâte pré-fermentée est ce que Raymond Calvel décrivait habilement dans un éditorial intitulé « Vite et bien » (XVII.1.5). Là encore soyons précis, la pâte pré-fermentée, ce n’est pas un reste de pâte conservé de manière non soignée. Celle-ci risque de finir, si elle se délite, à remplacer l’apport d’extensibilité pour contrer un gluten tenace, d’une autolyse voire de levure désactivée. Mais cette pâte pré-fermentée est de nouveau une championne au niveau organisationnel vis-à-vis de cette concurrence de pré-pâte à la levure. Elle est souvent à disposition, tandis que la poolish ou la sponge nécessitent une mise œuvre de plus.
Le goût lacté et doux viendra souvent d’un levain peu riche en nutriments (farine blanche) et souvent freiné par le froid. Il sera aussi assuré par un levain plutôt liquide qui n’aura que deux heures de fermentation et pas le temps d’aigrir, acide qui est la signature d’un levain de « longue garde ».
Marié diverses fermentations est un peu comme le viticulteur qui mélange habillement ces cépages pour créer une cuvée.
On en arrive presque à être comme un pianiste devant toutes les 52 touches blanches et 36 touches noires et avec les pédales qui seraient la donne température.
Soyons le compositeur qui est groupie et interprète à la fois, et qui s’y reprend à plusieurs fois pour apporter là, un bémol, là, une dièse en recherche d’harmonie.
Bibliographie du Chapitre 19 Les Choix de la Maturation de la pâte
- A. A. Parmentier, 1778, p. 329. ↑
- A. A. Parmentier, p. 332. ↑
- P.-J. Malouin, 1767, p. 215. ↑
- R. Guinet, 1979, p. 113. ↑
- É. Dufour, p. 20 et 21. ↑
- R. Geoffroy, 1939, p. 194-284. ↑
- R. Geofrroy, 1939, p. 254. ↑
- R. Geoffroy, 1939, p. 250. ↑
- R. Guinet et A. Charlegelegue, p. 118. ↑
- Y. Popineau et al., p. 139-142. ↑
- P. Sluimer, p. 28. ↑
- Y. Dacosta, 1986, p. 18. ↑
- Y. Popineau, p. 145. ↑
- B. Onno et P. Roussel, p. 308, 309. ↑
- Site : ecoleinternationaledeboulangerie.fr/tutos.php ↑
- M. Dewalque, 2007, 40 pages. ↑
- A.A. Parmentier, 1778, p. 279. ↑
- A. A. Parmentier, 1778, p. 305. ↑
- A. A. Parmentier, 1778, p. 278. ↑
- N. Baudeau, p. 46. ↑
- Malouin, 1767, p. 202. ↑
- Malouin, 1767, p. 206. ↑
- Parmentier, 1778, p. 279. ↑
- Malouin, 1767, p. 265. ↑
- A. Bolland, p. 322. ↑
- L. Hendoux, 784 pages. ↑
- L. Boutroux, p. 226-227. ↑
- É. Dufour, p. 28. ↑
- M. Dewalque, 1994, p. 7 -10. ↑
- B. Poitrenaud, 1994 b. ↑
- Extrait d’une publicité de la firme dans la revue Filière Gourmande en 1996. ↑
- Steven Kaplan, 2002, p. 268 et p. 470. ↑
- H. Chiron et B. Onno, 2010 b. ↑
- G. Brochoire et al., 1996 a, p. 16. ↑
- M. Pidoux et L. Balac, p. 6-7. ↑
- G. Spicher et H. Stephan, 1987. ↑
- R. Calvel, de mai à décembre 1980. ↑
- P. Lejeune, 2016. ↑
- M. Brandt, 2006, p. 166. ↑
- S. Galle, p. 221, 222 ; T.Teffri-Chambelland, 2020, p.34 – 41. ↑
- M. Glezer, p. 161-167. ↑
- Site : pasticceriabruno.com ↑
- Disciplinare di produzione del Panettone tipico della tradizione artigiana milanese, soit, Règlementation de la production du panettone typique de tradition artisanale milanaise. Publié par la Chambre de commerce de Milan en septembre 2003. ↑
- T.Teffri-Chambelland, 2020, p.120. ↑
- T.Teffri-Chambelland, 2020, p.69,75 ,85 et 145. ↑
- T.Teffri-Chambelland, 2020, p.57 – 61. ↑
- Site : Wikipédia à l’article panettone, https://fr.wikipedia.org/wiki/Panettone ↑
- N.Amrane, 2012, p.48. ↑
- T.Teffri-Chambelland, 2020, p.163, 166 et 172.. ↑
- Témoignage de Miquel Saborit dans T.Teffri-Chambelland, 2020, p.172. ↑
- David Bedu, https://www.youtube.com/watch?v=OCAWOAVbRB4 ↑
- T.Teffri-Chambelland, 2020, p.20. ↑
- C.G.Rizzello et col., 2015; R. Coda et col., 2015 ; A. Laitila et col., 2015 ; Yan Xu et col., 2015. ↑
- H.U.Grimm, 192 pages. ↑
- T.Teffri-Chambelland, 2020, p.112 -116 et p.142. ↑
- T.Teffri-Chambelland, 2020, p.108. ↑
- A. Corsetti, p. 93. ↑
- K. Katina, 2015 ; I. Kajala, 2015. ↑
- B. Onno et L. Ragot, 1988. ↑
- M. Azar et col., 1977. ↑
- R. Coda et col., octobre 2015 ; A. Laitila et al., octobre 2015. ↑
- T.Teffri-Chambelland, 2020, p.43-44. ↑
- Site : https ://fr.wikipedia.org/wiki/Leuconostoque ↑
- Thomas Teffri-Chambelland, 2019, p. 88. ↑
- Thomas Teffri-Chambelland, 2019, p. 90. ↑
- T.Teffri-Chambelland, 2020, 261 pages. ↑
- G. Spicher, 1987. ↑
- T.Teffri-Chambelland, 2020, p.43 – 48 ↑
- F. Roddier, p. 85. ↑
- Ibn Al-Awan, Tome 2, première partie, p. 348-349. ↑
- S.Graham, p.95. ↑
- A.Parmentier, 1778, p. 282. ↑
- A.Parmentier,, p. 281-283. ↑
- é.Dufour, p. 165. ↑
- G. Böcker, 2006, p. 329-331. ↑
- M. Arpin, tome 2, p. 192-194. ↑
- M. Loiselet, p. 24, 25. ↑
- P. Fiegert et coll., p. 3. ↑
- R. Guillot, p. 67. ↑
- Site : ourstolenfuture.com ↑
- Site : fr.wikipedia.org/ sur Bisphenol A. ↑
- F. Meuser et coll., novembre 1991. ↑
- Site : boulangerie.net/forums/viewtopic.php ?f=67&t=9243 ↑
- A. Zinedine et coll., p. 97-100. ↑
- A. Zinedine et coll.,p. 97-100 ; El Mezani et coll., p. 321-326 ; A. Bianchini et L. B. Bullerman ; P. Van Kam, et coll. ↑
- J. Bruggemann et H. D. Öcker, p. 90. ↑
- C. Micheaux, p. 7-11. ↑
- A. Kornbrust et coll., p. 59-71. ↑
- C. Micheaux, p. 11. ↑
- Site : Wikipédia sur Proposition 65 de la Californie ↑
- J. De Kervasdoué, p. 98-112. ↑
- R. Di Cagno, p. 623-633. ↑
- M. Gobetti, 2016. ↑
- Marc Dewalque, 1991, p. 22-26. ↑
- H.Gounelle de Pontanel et D. Prandini-Jarre, p. 190, 191. ↑
- K. Katina et K. Poutanen, p. 229-244. ↑
- S. Galle, p. 217. ↑
- S. Galle, p. 225 ; G. Spicher, 1987, p. 40-49. ↑
- Ph.Roussel, B.Onno, E.Michel et D.Sicard (coord.), 2020.p.13 à p.96. ↑
