Chapitre XV Les levures et les starters de levain.
XV.1. Faites comme si je n’existais pas
Il faudra l’exercice du regard dans le microscope[1] pour que l’on ait connaissance des microorganismes. Cela ne débute qu’au xviie siècle. Avant cela, n’allez surtout pas croire qu’on ignorait qu’il y avait une fermentation dans la pâte et la bière.
Par exemple, la Reinheitsgebot, soit règlement sur la pureté de la bière, est enracinée dans la culture bavaroise depuis 1516. Historiquement, c’est un fameux parcours.
Traditionnellement dans la bière bavaroise, on n’acceptait comme ingrédient que l’orge, le houblon et l’eau. La levure n’entrera dans la composition réglementée qu’un peu après qu’elle fut reconnue par le monde scientifique au milieu du xixe siècle. Lors de l’unification dans un grand État germanique à la fin du xixe siècle, cette loi s’appliquera à toute l’Allemagne nouvelle en 1906. évinçant au passage des bières brassées de manière traditionnelle, notamment celle à la cerise, faites dans le Nord de ce nouvel État. Ceci dit, cette loi d’outre-Rhin sur la pureté de la bière, un commissaire européen allemand a réussi à la préserver au sein de la communauté européenne pour les bières se voulant traditionnelle dans son pays. C’est ce qui permit à la Confédération de la Boulangerie d’obtenir le décret du pain de tradition française de la commission européenne. Une exception dans un grand marché où on veut éliminer les frontières pour que les aliments circulent librement (XVII.3).
Comme ils avaient eu ce privilège pour la bière en Allemagne, en France on a obtenu cette même préséance pour le pain.
Re-situons nous à l’époque des écrits, avec la notion que le vivant naissait du non-vivant, « par le jeu d’une force végétative naturelle ». C’est plein d’enseignement, non pas scientifique, mais empirique. La théorie dite de la « génération spontanée » connue depuis Aristode et notamment décrite par le britannique Thomas Willis en 1659. L’allemand Justus Von Liebig (*1803 – †1873) est considéré, de par sa notoriété, comme un des derniers défenseurs de cette théorie. Lors de sa polémique avec Théodor Schwann[2], il écrivait encore au milieu du xixe siècle: « si la levure de bière peut faire fermenter le sucre, c’est qu’elle contient déjà une substance en état de métamorphose et dont les atomes se trouvent dans un état de grande agitation ». Toujours d’après le savant allemand, ces atomes sont « capables de transmettre ce caractère aux substances voisines ».
Pour la boulangerie, les écrits de Malouin, plus que ceux de Parmentier font état de cette théorie de la génération spontanée. Le premier écrira : « les métamorphoses que fait partout la fermentation rendent probable la production artificielle des minéraux même, c’est le vrai principe de l’Alchimie raisonnable ». Le même dit que « les végétaux et même les minéraux sont sujets à la contagion, comme les animaux[3] ». Eh oui ! à l’époque l’on croyait encore que l’or « naissait » ou « poussait » dans les ruisseaux ou la terre, par le jeu d’une véritable alchimie naturelle d’action du soleil sur les terres minérales, comme l’écrit encore Christophe Colomb en 1492 dans son journal de bord. Avec la théorie de la génération spontanée l’on croyait que les asticots étaient des morceaux de viande se déchiquetant de celle-ci, les mites venaient de morceaux de laine et même les souris apparaissaient hors de vieux vêtements entreposés longtemps sans surveillance.
Au xviiie siècle la spécialisation des secteurs scientifiques n’existait pas du tout. L’approche des scientifiques que sont Malouin (médecin) et Parmentier (pharmacien) sera plus dans l’expression des formations de gaz et d’alcool (définit sous l’expression « le spiritueux »), d’aigreur ou d’acide (qui fait rougir les teintures violettes[4]– XIX.3.2) et de chaleur créés par la vie du levain.
Et tout compte fait, on aura rarement à y perdre dans l’observation. Malouin écrit : « Le propre du levain est de se reproduire, c’est une espèce de génération, mais il ne se reproduit qu’avec son semblable, plus la chose avec laquelle se mêle le levain est sa nature […], plus elle lui devient semblable[5] ».
Parmentier définit le levain plus pragmatiquement comme « une substance à semi-solide qui, étant dans un état voisin de la fermentation spiritueuse est plus apprêtée qu’il ne faut pour être convertie en pain, communique à la pâte, c’est-à-dire au mélange de l’eau et de la farine, un autre état qu’elle n’aurait pas en aussi peu de temps si on l’abandonnait à elle-même, sans y introduire un agent fermentant[6] ». A cette époque, l’interprétation de la fermentation panaire se relate par des expressions tout en nuances de mouvement. De par cette crédibilité à l’action de « contagion des corps », il faut que le levain « contamine », on dirait aujourd’hui « inocule », « le feu », c’est-à-dire le simple échauffement dû à la vie. Il faut que « l’esprit ardent » (la force de pousse) du levain soit dans un état précis. S’il l’est de trop, il faudra « le décharger », s’il l’est trop peu, il faudra « le renouveler ».
« L’acide est le principe du levain, mais l’acide n’est point à proprement parler un levain qui fasse lever[7] ». Pour avoir la maturité ou « l’apprêt des levains », on le « renouvelle » (la méthode sur plusieurs rafraîchis), « on fournit l’esprit ardent », écrit Parmentier[8]. « On donne de la pâture au feu », et alors « l’acide est moins fixe », et « on passe de l’acide au spiritueux[9] ». « L’expérience, l’industrie et peut être même le hasard firent naître l’idée de les renouveler [les levains] souvent, c’est-à-dire d’y ajouter une nouvelle quantité d’eau et de farine, opération qui, diminuant leur aigreur, augmente leur spiritueux[10] ». Dans les découvertes précédant ces écrits, l’approche analytique des gaz bénéficie de beaucoup d’études et d’une certaine maturité. Ces écrits ont fait fi des découvertes des microorganismes (appelés ; animalcules à l’époque) effectués un siècle auparavant. À l’époque, c’est le contenant protéique des levures, dits parfois globules de gluten, qui est tenu pour responsable de la fermentation[11].
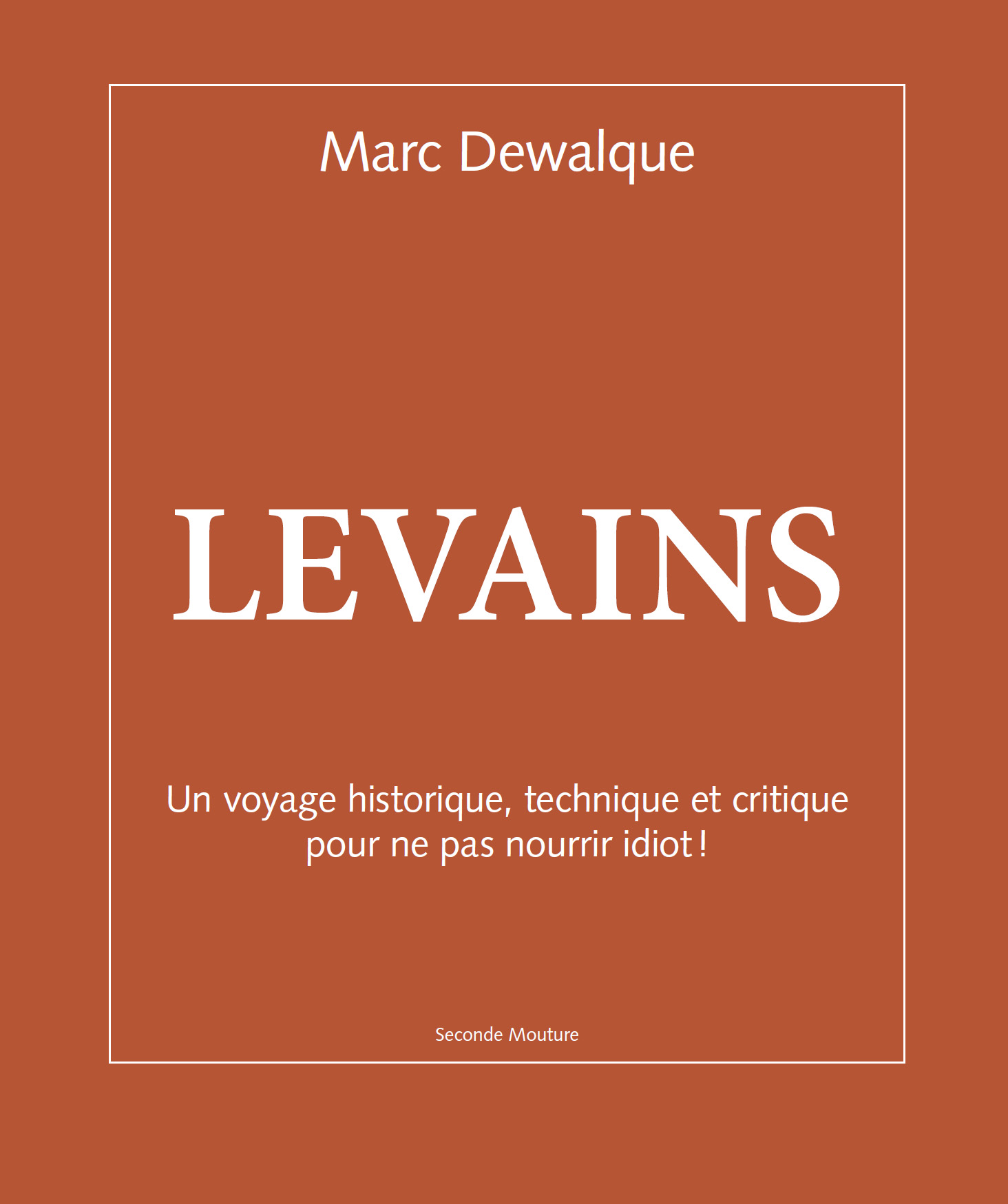
 Pour Parmentier, « les anguilles de colle farineuse observée par les physiciens qui s’occupent d’expériences microscopiques » sont le signe de la putréfaction[12]. « On croit que les anguilles de colle accouchent », écrit Malouin, incrédule. Plus loin, celui-ci fait remarquer que l’on ne voit « ces anguilles de colle que pendant l’été ». Son scepticisme va jusqu’à le faire militer contre l’étude microbiologique : « Peut-on dire avec assurance », questionne Malouin, « que ces petits corps dont un milliard, suivant Leuuwenhoek, n’égale pas ensemble un grain de sable ordinaire, sont des animaux ? C’est à la fermentation que l’on doit apporter ces illusions ». « Ces savants séduits par les effets inconnus alors et toujours admirables de ces instruments [Malouin fait allusion aux microscopes] ont pris pour de petits animaux ces petits corps mus et pour ainsi dire animés par la fermentation, qu’ils ont nommés particules organiques ». Antoni Van Leeuwenhoek, un des premiers à décrire les microorganismes, ne disait pas autre chose, il décrit lui-même les levende dierkens (petits animaux vivants en néerlandais) comme « les plus misérables créatures qu’il eut jamais vues », terme relaté par François Jacob[13].
Pour Parmentier, « les anguilles de colle farineuse observée par les physiciens qui s’occupent d’expériences microscopiques » sont le signe de la putréfaction[12]. « On croit que les anguilles de colle accouchent », écrit Malouin, incrédule. Plus loin, celui-ci fait remarquer que l’on ne voit « ces anguilles de colle que pendant l’été ». Son scepticisme va jusqu’à le faire militer contre l’étude microbiologique : « Peut-on dire avec assurance », questionne Malouin, « que ces petits corps dont un milliard, suivant Leuuwenhoek, n’égale pas ensemble un grain de sable ordinaire, sont des animaux ? C’est à la fermentation que l’on doit apporter ces illusions ». « Ces savants séduits par les effets inconnus alors et toujours admirables de ces instruments [Malouin fait allusion aux microscopes] ont pris pour de petits animaux ces petits corps mus et pour ainsi dire animés par la fermentation, qu’ils ont nommés particules organiques ». Antoni Van Leeuwenhoek, un des premiers à décrire les microorganismes, ne disait pas autre chose, il décrit lui-même les levende dierkens (petits animaux vivants en néerlandais) comme « les plus misérables créatures qu’il eut jamais vues », terme relaté par François Jacob[13].
Le Hollandais n’écrira aucun livre, ce n’est que la compilation de près de trois cents lettres envoyées à la Royal Society of London for the improvement of Natural Knowledje[14], crée en 1660, qui ont permis de garder trace de ses nombreuses expériences (fig.1).
Si cet imbroglio existe, c’est qu’il faut se dépêtrer des « bien-pensants » de l’époque. L’église est encore maîtresse de la pensée et l’inquisition est encore dans tous les esprits. Souvenez-vous de Galilée qui dut cesser d’enseigner ses thèses que la terre était ronde et « tournait » autour d’une « sphère ardente », le soleil, affaiblissant ainsi les thèses de la création divine. Pour cette raison, Galilée fut assigné à résidence en 1633. On aura ainsi bien du mal à apporter les preuves que dans la fermentation, la vie provient de micro-organismes et parents semblables. Avec un recul de trois siècles, en 1970, François Jacob donne un point de vue lucide sur les découvertes du drapier hollandais : « Lorsque Van Leeuwenhoek contemple pour la première fois, un monde inconnu, des formes qui grouillent, des êtres qui vivent, toute une faune imprévisible que l’instrument soudain rend accessible à l’observation, la pensée d’alors n’a que faire de tout ce monde. Elle n’a aucun emploi à proposer à ces êtres microscopiques, aucune relation pour les unir au reste du monde vivant. Cette découverte permet seulement d’alimenter les conversations qui s’adonnent à la science amusante[15] ».
XV.2. Le procès de la levure de bière en 1668
Ainsi, il existe un espace de plus de 180 ans entre la description de la levure en 1680 par Antoni Van Leeuwenhoek jusqu’à la reconnaissance de la science microbiologique et son application vers la moitié du xixe siècle. Ce constat se réalisera grâce, notamment, à l’équipe de Louis Pasteur et ses divers mémoires sur les fermentations lactiques en 1857, sur la fermentation alcoolique en 1860, sur la fermentation butyrique en 1861, sur la fermentation acétique en 1864, ces études sur le vin en 1866 et 1873, sur le vinaigre, en 1868, sur la bière en 1876. Ce qui va faire de lui un des principaux pionniers reconnus de la microbiologie[16]. Dans le concert des découvertes de l’époque, Antoine Béchamp aura une préséance peu reconnue, [17] avec une foi en la génération spontanée et un côté lutte moins antiparasitaire[18], résumé dans Mycrozymas (1883).
Revenons sur cette connaissance de la fermentation, au temps où on utilisait la levure de brasserie, du moins « dans les endroits où l’on brasse[19] » ou sur les fermentations alcooliques. L’étymologie de l’al khôl nous plonge dans la culture arabe. On connait aussi les premières contributions sur la distillation venant du monde arabe. En effet, Abu ‘Ali al-Husayn ibn Sinã dit Avicenne au iième siècle et Ibn hãyyan Jabir au viiie siècle nous décrivent très tôt traité et pratique de l’alambic[20].
Lorsque du temps des romains, Pline l’ancien (*23 après J.-C. – † l’an 79) relate la manière de faire lever la pâte dans son Histoire naturelle[21], il fait mention au premier siècle de notre ère du pain trouvé en Espagne et en Gaule comme suit : ils « font cuire le blé et en cuisant lèvent l’écume qui vient au-dessus, laquelle ils laissent épaissir et s’en servent pour levain. Cela est la cause que leur pain est beaucoup plus léger que le nôtre ». Même si la traduction historique est comme toujours sujette à interprétation, on se risque à en déduire qu’il s’agit là de l’emploi de la levure de brasserie, bière que Pline dénommait « vin d’orge ».
Il faut préciser ce qu’était la levure à cette époque. Cela n’a pas grand-chose à voir avec la levure de boulangerie actuelle.
Parmentier en parle de « cette matière mousseuse, grasse et visqueuse, qui pendant la fermentation, se présente sous la forme d’écume à la surface de la bière, dès que cette liqueur a été mise en tonneaux, qui sort par le bondon, à mesure qu’on les remplit et coule ensuite dans des baquets placés exprès pour la recevoir. »
Ensuite on « …met la levure molle dans un sac… » et « …en exprime doucement l’humidité par le moyen d’une presse ». Comme elle était produite en insuffisance dans certaines saisons à Paris, il fallait l’importer de Flandre ou de Picardie. Un voyage de maximum quatre jours à l’époque. Lors du voyage, « elle tourne aussi rapidement que le poisson de mer ». Toujours d’après Parmentier, « on sait que la levure manque son effet les trois quarts de l’année » et « lorsqu’elle est passée, […] son introduction dans la pâte donne [aux pains] de l’amertume et de l’aigreur sans légèreté[22] ». Voilà une description dont il faut relever l’implication géographique, avec la situation de Paris, cette ville n’étant pas vraiment en pays brassicole.
Parmentier fait remarquer qu’en ce xviiie siècle que « le seul temps où la levure pourrait être de quelque utilité dans la composition du pain, c’est précisément celui où étant plus rare et plus chère, […] c’est dans […] les grands froids [… et où …] la fermentation a besoin d’être aidée ». Mais c’est aussi justement l’époque où les brasseurs en ont le moins. Alors, les marchands leur vendent de la levure ancienne ou raccommodée, car « rien n’est plus difficile à conserver longtemps en bon état que la levure[23] ».
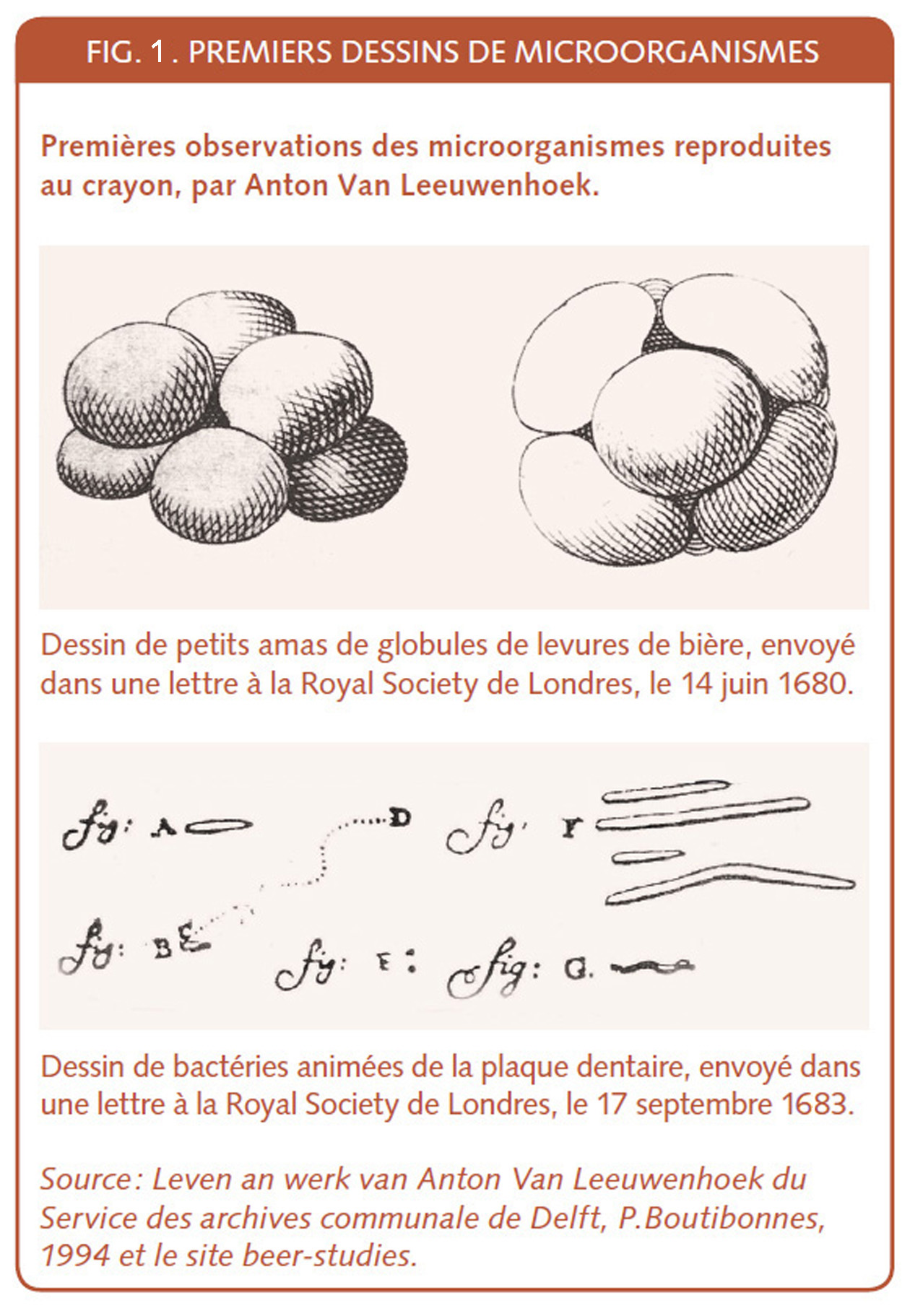
Au xviie siècle en France, un petit pain de luxe fait son apparition, il est enrichi de sel (rare et coûteux à l’époque) et de levure. En 1600, Olivier de Serres décrit les pains de Paris : « Le pain le plus délicat est celui qu’on appelle pain mollet [fig.2], que les boulangers font par souffrance, n’étant permis par la police, à cause qu’il est de mauvais ménage, s’y dépensant de trop[24] », dans le sens de la suffisance du ravitaillement de tout le monde.
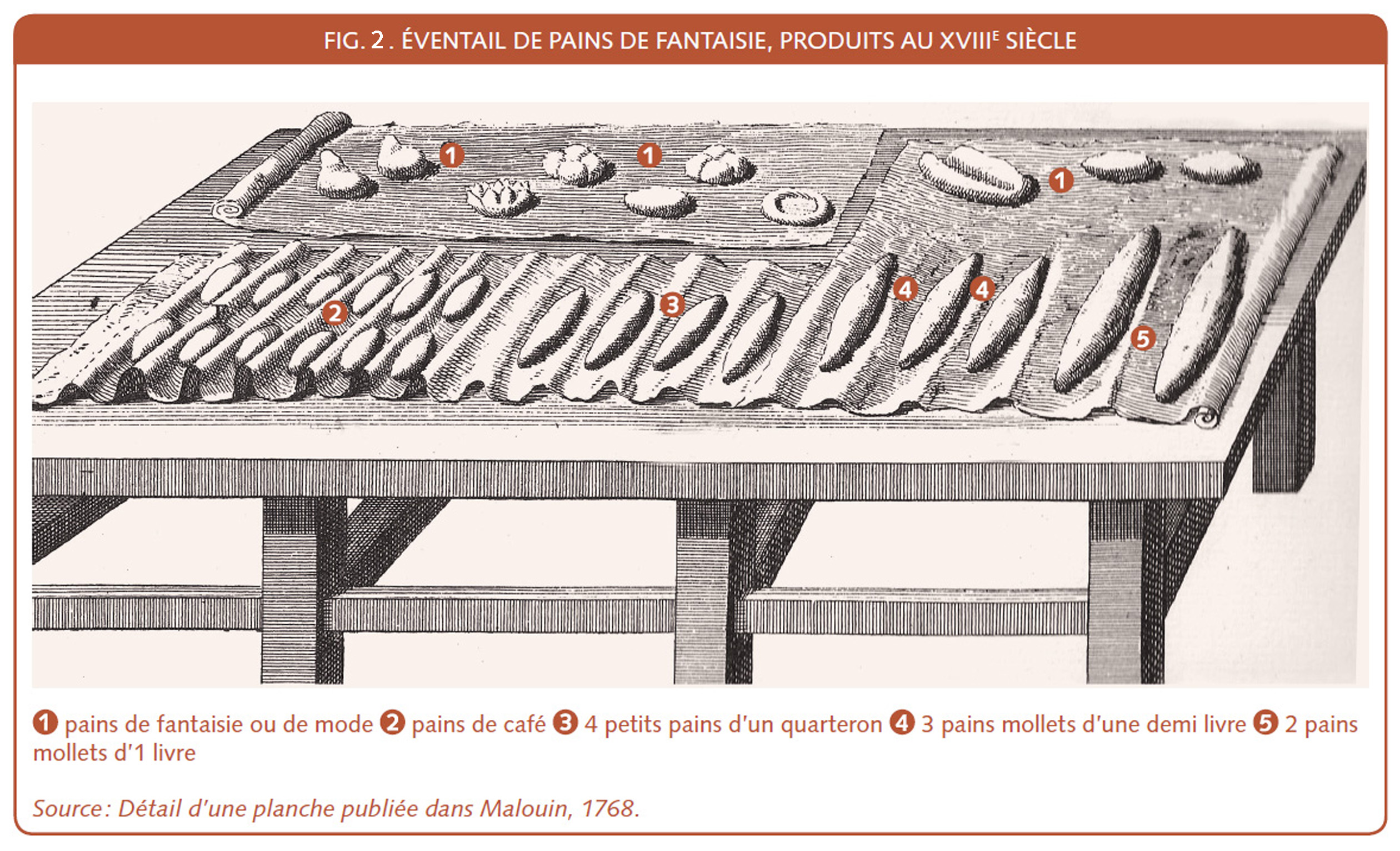
On lui donnera aussi le nom de « pain à la reine », qui serait une référence à Marie de Médicis (*1573-† 1642), épouse d’Henri IV. Les boulangers livrant le pain forain à Paris (soit vendu sur les marchés publics) ne pouvaient fournir que du gros pain (en poids), le petit pain, plus difficile à réaliser au levain qui est plus une fermentation de masse, étant réservé aux boulangers de la capitale. L’aspect spongieux du pain mollet est plus que probablement dû à l’emploi de la levure et à une pâte nettement plus hydratée. Il faut préciser que dans ces xviie et xviiie siècles, l’on vient de pâtes très fermes. C’est en tout cas la levure qui est attaquée en justice par les laboureurs-boulangers de Gonesse qui fournissaient sur les marchés de Paris à l’époque un excellent et réputé pain blanc de pâte peu hydratée et au levain (Fig.3)[25].
 Malouin écrit[26] : « on attribuait au pain préparé avec de la levure, les mauvaises qualités qu’on attribue à la bière, qui sont d’être nuisible aux nerfs et à la tête en général, d’être contraire aux voies urinaires en particulier et même de rendre sujet aux maladies de la peau ». Cette polémique durera longtemps. Dans un pamphlet intitulé Le Pain mollet, Charles de la Condamine[27] écrit en 1768 comme pour célébrer le centième anniversaire de ce procès :
Malouin écrit[26] : « on attribuait au pain préparé avec de la levure, les mauvaises qualités qu’on attribue à la bière, qui sont d’être nuisible aux nerfs et à la tête en général, d’être contraire aux voies urinaires en particulier et même de rendre sujet aux maladies de la peau ». Cette polémique durera longtemps. Dans un pamphlet intitulé Le Pain mollet, Charles de la Condamine[27] écrit en 1768 comme pour célébrer le centième anniversaire de ce procès :
« Jusqu’en six cent soixante-huit,
Que les boulangers de Gonesse,
Ennemis nés du pain mollet,
En vertu de leur droit d’aînesse,
Voyant que ce goût prévalait,
Par une mauvaise finesse
Le dénoncent au Parlement
Comme un dangereux aliment… »
Cela peut paraître curieux à notre regard du xxie siècle, que la levure qui fait ce pain mollet serait un danger !
Dans le même texte, Charles de la Condamine met dans la bouche du médecin Guy Patin, anti-pain molliste notoire et juge influent à la faculté de médecine, ces paroles ; « La mort volait sur les ailes du pain mollet ».
Un Limousin, Gabriel N. de la Reynie, est chargé par Louis XIV d’instruire le procès de la levure. Il dira que la levure « est plus aisée à travailler et à pétrir », mais « peut produire de très mauvais effets lorsqu’elle est un peu défraîchie ». Le roi demande à la faculté de Médecine de l’Université de Paris quelle pouvait être la conséquence de l’emploi de la levure de bière pour la santé publique. Le 24 mars 1668, celle-ci se prononce ; 47 médecins sont contre et 30 pour. « Mais cette décision ne fut pas regardée comme un jugement authentique de la Faculté, parce qu’il ne fut pas porté et confirmé suivant l’usage de cette Compagnie, dans trois de ces assemblées convoquées pour cela. La seule assemblée où il en fut question et où l’usage de la levure fut condamné, n’avait pas même été convoquée pour cette affaire[28] ». Résultat, on en-commissionne le problème, six médecins et six notables doivent trancher la question : levure de bière ou pas ? Sur les six médecins, quatre s’opposaient, deux étaient favorables. Les notables bien qu’ils aient des opinions différentes donnèrent leur accord[29]. Enfin le Parlement de l’époque jugea la question en faveur de la levure, par Arrêt du 21 mars 1670. Cet Arrêt du parlement de Paris précisait toutefois que l’on ne pouvait « employer d’autre levure que celle qui se fait à Paris », que celle-ci devait être « non corrompue et fraîche » et, c’est à souligner, « mêlée avec du levain[30] ». En 1793, le Dictionnaire raisonné universel des Arts et Métiers signale que « cet arrêt n’est plus en vigueur[31] ».
L’opinion de Parmentier sur le procès de la levure est également à lire pour les professionnels de l’époque. Voilà ce qu’il écrit un siècle après. « Il m’est indifférent de pénétrer dans les motifs qui ont pu déterminer les boulangers de Gonesse, ennemis nés du pain mollet, à dénoncer alors au Parlement le pain dans lequel il y avait de la levure comme un dangereux aliment, il m’importe peu de connaître les raisons que les médecins eurent pour prononcer en faveur de la levure. Tout ce que je sais, c’est que si elle ne préjudicie pas directement à la santé, elle altère notre nourriture principale, elle n’est pas analogue à la pâte comme le levain, elle s’y trouve séparée sans être confondue ni combinée avec les autres parties constituantes du pain. Enfin c’est dans les pays où l’on brasse et où par conséquent la levure est la plus commune que le pain est constamment moins bon que dans les contrées où on ignore l’usage de la levure. Dans celles-ci cet aliment est plus agréable et plus savoureux[32]. » Deux ans après cet écrit, lors de son discours de l’ouverture de l’école de boulangerie le 8 juin 1780, le même auteur dit encore que l’emploi de la levure « donna lieu à des contestations plus ou moins ridicules[33] ».
XV.3. La levure de distillerie
Vers 1800, la levure issue des distilleries, convenant mieux en boulangerie, sera progressivement mieux considérée par le métier que celle de brasserie. Surtout qu’à la fin du xixe siècle, les brasseurs entrant dans l’ère industrielle adoptent de manière presque générale des levures de fermentations basses de 10 à 15 °C (XI.8). Cela pour brasser des bières de longue conservation comme en Bavière. Dès lors ces levures de brasserie conviennent moins bien pour la pâte à pain.
Ensuite la production de la levure pressée de distillerie connaîtra des évolutions pendant tout le xixe siècle. Dans les faubourgs de Rotterdam à Schiedam, on comptait en 1663 quatre cent distilleries[34], et dans cette ville portuaire hollandaise, déjà vers 1780, on avait mis sur le marché, de la levure selon un procédé dénommé tout naturellement « méthode hollandaise[35] ». C’est celle qui fut adoptée par les distillateurs, avec un rendement de 4 à 6 kg de levure sur 100 kg de matières premières mises en œuvre pour distiller[36].
On attribue en 1825, au distillateur Tebbenhof de Settrup à l’ouest de la Basse-Saxe près des Pays-Bas, la création de la levure pressée. Bien comme nous l’avons lu plus haut, A.A. Parmentier dit exprimer doucement l’humidité par le moyen d’une presse. L’abbé Baudeau mentionne également cette levure molle pressée dans un sac de toile[37]. La levure de bière étant auparavant principalement servie fraîche et au litre.
C’est suite à un concours organisé en 1846 par un boulanger viennois (Léopold Wimmer) que le vainqueur, un distillateur d’alcool de pomme de terre, Adolf Mautner, passe à un rendement de la récupération de la levure dans l’écume, qui double, de 8 à 10 kg de levure pour 100 kg de matière première mise en œuvre. Cela s’appellera la « méthode viennoise ».
L’apport de la science naissante qu’est la microbiologie va assez vite trouver des applications et faire évoluer les procédés de fabrication de levure de distillerie.
L’équipe de Louis Pasteur a défini que la croissance des levures est favorisée par l’aération de la culture, et l’on va l’appliquer dans la méthode dite « viennoise avec insufflation d’air », ce qui est appelé l’« effet Pasteur » (XVII.1.6). Avec comme résultat 14 kg de levure sur 100 kg de matières premières.
Après, grâce à des recherches menées par un distillateur danois en 1883 (Eusebius Bruun), on améliorera encore la production allant jusqu’à 30 kg de levure sur 100 kg de matières première[38].
Autre application scientifique de la microbiologie naissante, la purification des souches.
Fin du xixe siècle, le danois Emil Christian Hansen, laborantin-chercheur à la brasserie Carlsberg, parvient en 1883 à la suite des travaux de l’équipe de Louis Pasteur à isoler les souches de levures. Cela permit d’organiser des cultures de levures de souche pure.
Une des premières cultures pures qui intéressèrent E.- C. Hansen concerne son domaine, la brasserie. Et ce sera la levure de basse fermentation de la brasserie Spaten de G. Seldmayr à Munich qui sera isolée. A l’époque, il reviendra de Munich à Copenhague en train en humectant régulièrement la souche prélevée pour la maintenir active. Et ainsi les processus débouchant à des bières pils et läger vont pouvoir s’appliquer et dominer le marché. Cette culture de souches pures avec une identification ne cessera de s’améliorer. Elle permettra un contrôle de la qualité de levure produite.
C’est ensuite sur les machines utilisées en levurerie que l’évolution va être marquée. Un séparateur de levure (écrémeuse) divisant la levure du moût clair sera créé au Danemark et mis en œuvre à Berlin en 1892. Tout au début du xxe siècle, le substrat se fera sur la mélasse et moins sur le moût ordinaire. En 1919, une « méthode de coulage différenciée » permet de produire de manière séparée alcool et levure. Deux brevets, un danois (Zak) et un allemand (Hayduck), seront déposés pour cette méthode[39]. Mais surtout, pour la production de levure on n’ajoute du substrat sucré, du moût ou de la mélasse, qu’en fonction des possibilités de digestion de la levure. Une dose de sucre excédant les 5 à 10 % ayant tendance à freiner le développement des levures. Rappelons-nous que l’on conserve par le sucre (confitures et fruits confits). Si le sucre est trop présent dans le milieu, il va réprimer une respiration de la levure. C’est pourquoi on en apporte un peu à la fois, mais de manière continue afin de ne pas enfreindre la croissance de la levure et ne pas produire d’alcool, c’est la différence qui existe entre fermentation (sans oxygène ou anaérobie) et respiration (avec oxygène ou aérobie). Une meilleure respiration favorise l’accroissement de la population levurienne. La fermentation est, quant à elle, une vie au ralenti, vu le manque d’oxygène.
Il en résulte que cette « méthode de coulage différenciée » a porté le rendement à 75 % quand elle est réalisée sur le moût et à 100 % sur de la mélasse[40].
En 1869 en Hollande et en 1872 en France, on voit apparaître les premières levureries industrielles de grains qui vont pratiquer toutes les évolutions décrites. Ce n’est donc qu’au tournant du xxe siècle que la levure pressée fait son entrée dans les fournils, sans les aléas que l’on avait pu connaître avec les lies de brasserie.
La production de levure de distillerie sera la prérogative des pays buveurs d’alcool de grain, dont l’Allemagne, les Pays-Bas et l’Autriche, où l’entreprise d’A.I. Mautner et fils multipliera de 1846 à 1872 son volume de production de levure par quarante trois[41].
Ce sont les Autrichiens qui « ouvriront » les premiers ce marché. Il faut dire qu’en France, dès la fin des années 1830, la demande de pain à la levure avait vécu une consécration grâce à August Zang, qui avait fait un tabac avec sa boulangerie viennoise, c’est-à-dire fine panification à la levure, rue Richelieu dans le 1er arrondissement de Paris[42].
La première levure pressée de distillerie en France viendrait de Hollande mais, assez vite, Max Von Springer, un baron autrichien, installe une levurerie à Maisons-Alfort près de Paris. Puis grâce à la plus grande présence des distilleries, ce sera au Nord de la France que s’installeront d’autres levureries.
XV.4. Une recherche de pureté
Comme en témoigne une publicité de l’exposition de 1905, qui fait la promotion de la levure de grains (distillerie), on présentait à l’époque cette nouvelle panification comme rationnelle ; sous-entendu : l’utilisation du levain ne l’est pas et celui-ci se fait exclure peu à peu.
Durant les années 1930, une recherche de pureté et une reconnaissance des progrès de la science microbiologique conduira au dénigrement des pré-pâtes considérées comme des impuretés. Voici l’opinion de Monsieur Bordas dans le quotidien « Ouest éclair » du 29-12-1930. Celui-ci n’est ni plus ni moins professeur au Collège de France et directeur des laboratoires du Ministère des finances. « Nous avons [écrit-il] une panification archaïque, nous travaillons encore au levain avec des fermentations sans nom, transmises pieusement de père en fils. Est-ce tolérable au siècle de la microbiologie ? Il faut que la boulangerie se mette à l’école moderne[43] ».
 C’est aussi l’époque de la phobie naissante des microbes devenus les responsables de maladies.
C’est aussi l’époque de la phobie naissante des microbes devenus les responsables de maladies.
Reprenons un article d’une revue médicale en 1937, reproduit dans le Bulletin des anciens élèves de l’école de Meunerie, qui deviendra la revue Industries des Céréales. L’article est signé par le docteur émile Marchoux, qui par ailleurs fut un éminent chercheur luttant contre la lèpre[44]. Il cite que dans le « Journal des maladies infectieuses » de 1923, un chercheur américain avait trouvé des bacilles de Welch (soit des Clostridium Perfingens) dans un pain fait au levain. Ce qui valut en pleine période de la prohibition de l’alcool aux états-Unis (1919-1933) cette remarque ironique du docteur Gauducheau dans la revue « Chimie et Industrie » d’avril 1936 : « Ce n’est vraiment pas la peine de poursuivre les boissons alcooliques, d’interdire le vin, la bière, le cidre pour en arriver à manger du pain préparé au moyen du bacille de la gangrène gazeuse ». Ce texte donne le ton de l’époque.
Raymond Geoffroy auteur de Le blé, la farine, le pain, ouvrage de 350 pages en 1939, écrira dans la même revue en 1937, qu’il s’associe aux conclusions du docteur Marchoux que la « fermentation doit être conduite avec le maximum de pureté. […] Cette pureté n’est pas assurée par l’emploi des levains, mais par l’usage des levures pressées qui n’introduisent dans la pâte, que le seul ferment favorable à une bonne panification[45] ».
C’est vrai que l’humanité découvre un mini-monde, et que l’on explique de plus en plus de choses, mais « le pouvoir de tout réduire dans une réalité nous permet surtout d’éviter l’angoisse de l’immensité », comme l’écrit le copain Daniel Testard de Quily[46].
L’illustration de la fin du xixe siècle (fig.4), intitulée : Levures et leurs impuretés, « dessine » cet état d’esprit, où parfois ce que l’on ne connaît pas est relégué en termes d’infection.
Edouard de Pomiane, dans Conserves familiales et microbie alimentaire en 1943, écrit, plus justement, qu’il faut « tantôt lutter contre les microbes, tantôt les employer à bon escient ».
Puis déclare que pour « les connaissances humaines », « on peut les classer dans le cours des siècles en deux périodes : Avant Pasteur et après Pasteur[47] ». Effectivement, avant Pasteur, on devenait « adulte », après Pasteur, « adulte et vacciné ».
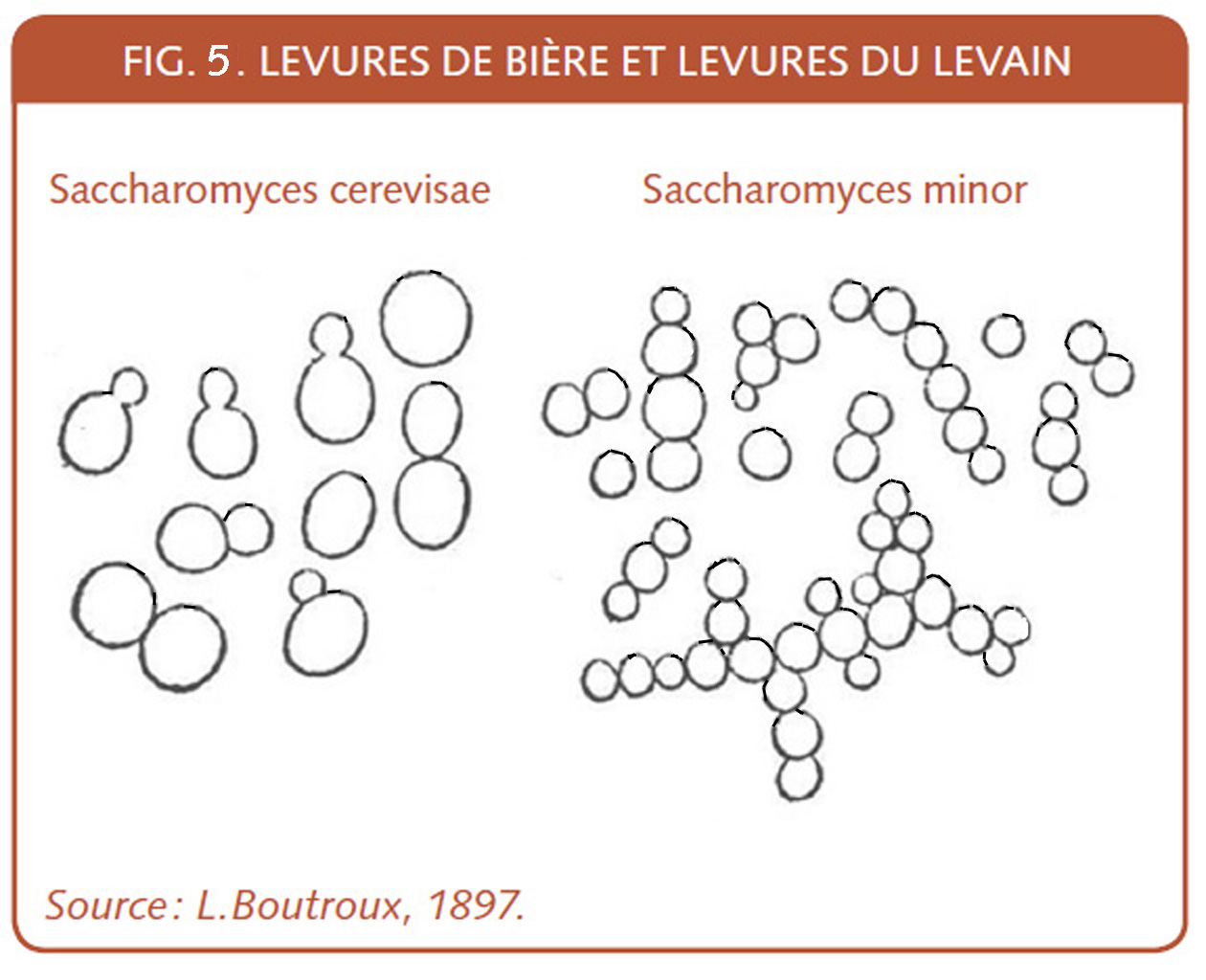
Dans les souches de levure choisie, ce sera la Saccharomyces cerevisae, soit « champignon des sucres de la bière » en français, qui avant d’entrer dans le classement à binôme latin, avaient été dénommé zucker pils par Théodor Schwann (*1810 – †1882), simplement parce que c’est dans la fermentation de la bière qu’on les avait découvert. C’est une souche assez vaste où l’on devrait distinguer les espèces naturelles des espèces apprivoisées, qui deviendront de plus en plus « domestiquées » (IX.9).
 Les espèces naturelles dites en anglais wild yeast soit levures sauvages ou végétales ne sont pas les mêmes, c’est pourquoi la classification même si elle a le mérite d’exister, ne sera pas toujours déterminante.
Les espèces naturelles dites en anglais wild yeast soit levures sauvages ou végétales ne sont pas les mêmes, c’est pourquoi la classification même si elle a le mérite d’exister, ne sera pas toujours déterminante.
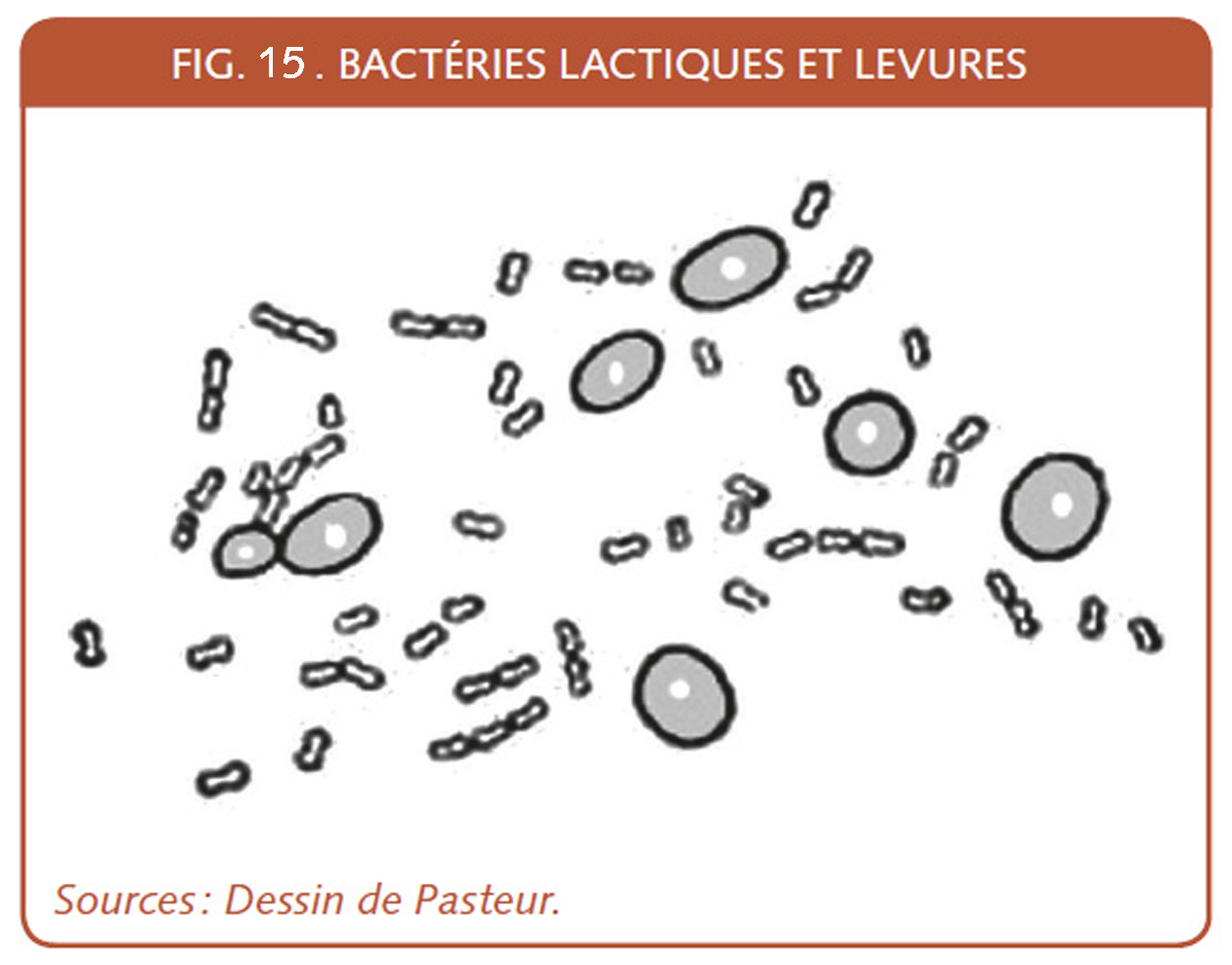
Les levures rencontrées dans le levain de panification créé en auto-fermentation sont analysées par l’alsacien Louis-Charles Engel vers 1870. Il en déduit que la saccharomyces du levain est bien distincte en grandeur et forme, « Tout démontre que le ferment n’est point une variété du ferment de la bière ». Le chercheur a pensé l’appeler saccharomyces panis, puis préféra lui donner une dénomination qui ne préjuge de rien : saccharomyces minor, vu la plus petite taille de cette levure du levain[48] (fig.5.).
Aujourd’hui, si l’on dépasse l’appréciation sur la recherche de pureté de souche, on s’aperçoit que l’intérêt de souche naturelle peut révéler d’autres approches, notamment aromatiques.
XV.5. Nos collègues de travail, les levures.
Avec une connaissance des microorganismes qui prend du volume au cours du temps, on parvient à mieux « deviner » avec qui on boulange.
Dans l’auto-fermentation de la pâte, par la voie du levain naturel, au mieux, on initie, accompagne, escorte, convoie les bactéries lactiques et levures dans la vie qu’ils mènent au sein du milieu pâteux.
 Alors pourquoi ne pas apprendre à mieux connaître nos microscopiques collègues de travail.
Alors pourquoi ne pas apprendre à mieux connaître nos microscopiques collègues de travail.
D’abord les levures, puis suivront les bactéries lactiques (XV.9).
Prenons d’abord leurs mensurations, cinq à dix millièmes de millimètres, ou microns (µ). C’est prodigieusement petit, quand on sait qu’un gramme de levure pressée de boulangerie peut contenir approximativement dix milliards de cellules de levures, on ne devine pas qu’avec la contenance de mille grammes (1 kilo) de cellules de levure mises les unes derrière les autres on obtiendrait une file de 65 000 kilomètres, plus d’une fois et demie la circonférence de la terre.
Pour reprendre des termes scientifiques, nous sommes en présence d’êtres unicellulaires, nous les humains sommes des êtres pluricellulaires estimés à environ cent billions de cellules.
Les cellules humaines et la cellule de levure ont des caractères assez proches et elle sera de ce fait assez bien approchée scientifiquement.
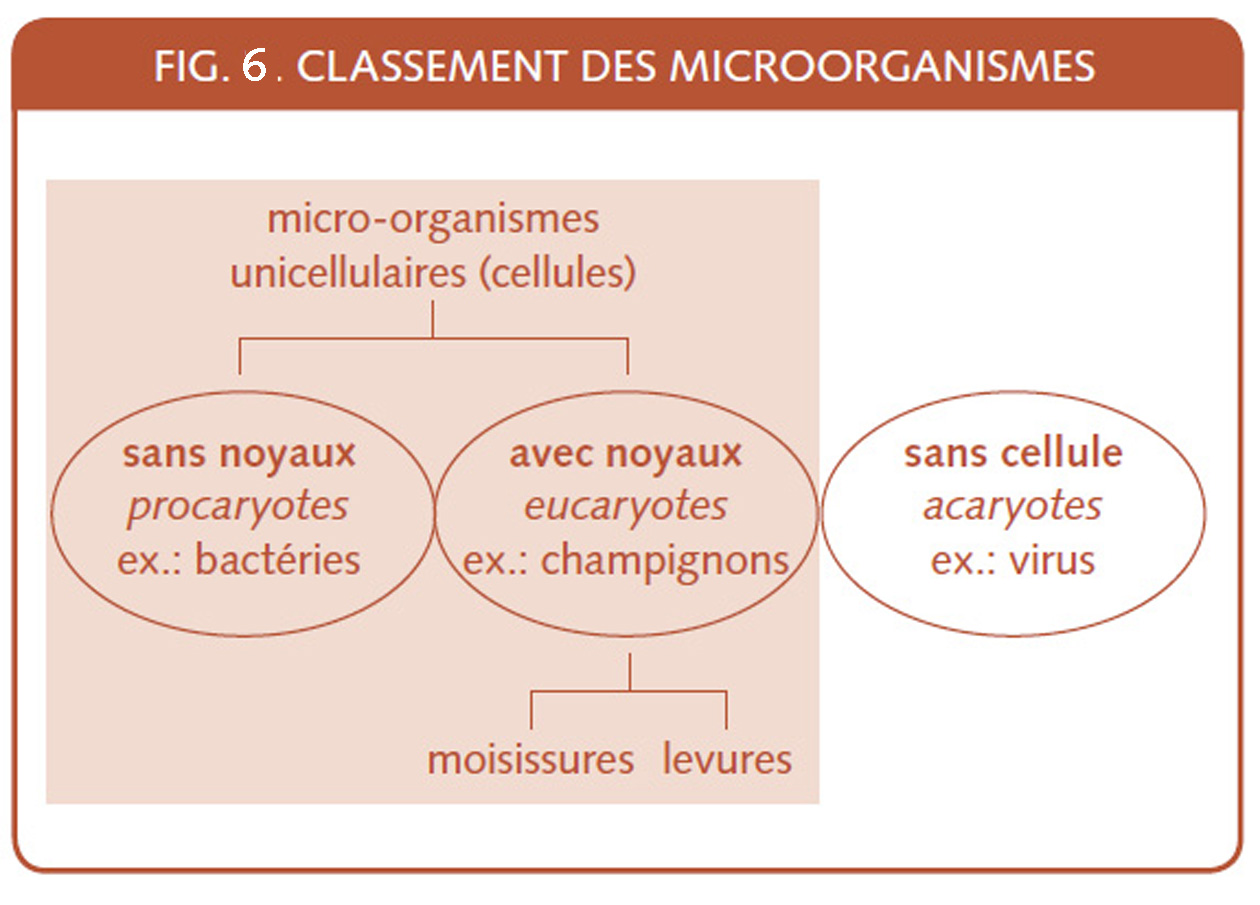
Le mot caryote, qu’on va traduire ici par noyau (l’endroit où se situe les chromosomes) sera employé pour signifier que la levure est eucaryote (avec noyau), la bactérie est dite procaryote (sans noyau) et le virus, acaryote (sans cellule), ce dernier cherchant même à squatter les microorganismes à cellules (fig.6.).
Agrandissons notre vue pour remarquer que « la cellule » contient 70 % d’eau et au sein des 30 % de matières sèches, il y a environ 50 % de protéines, 40 % de glucides (glycogène et tréhalose) et 5 % de lipides.
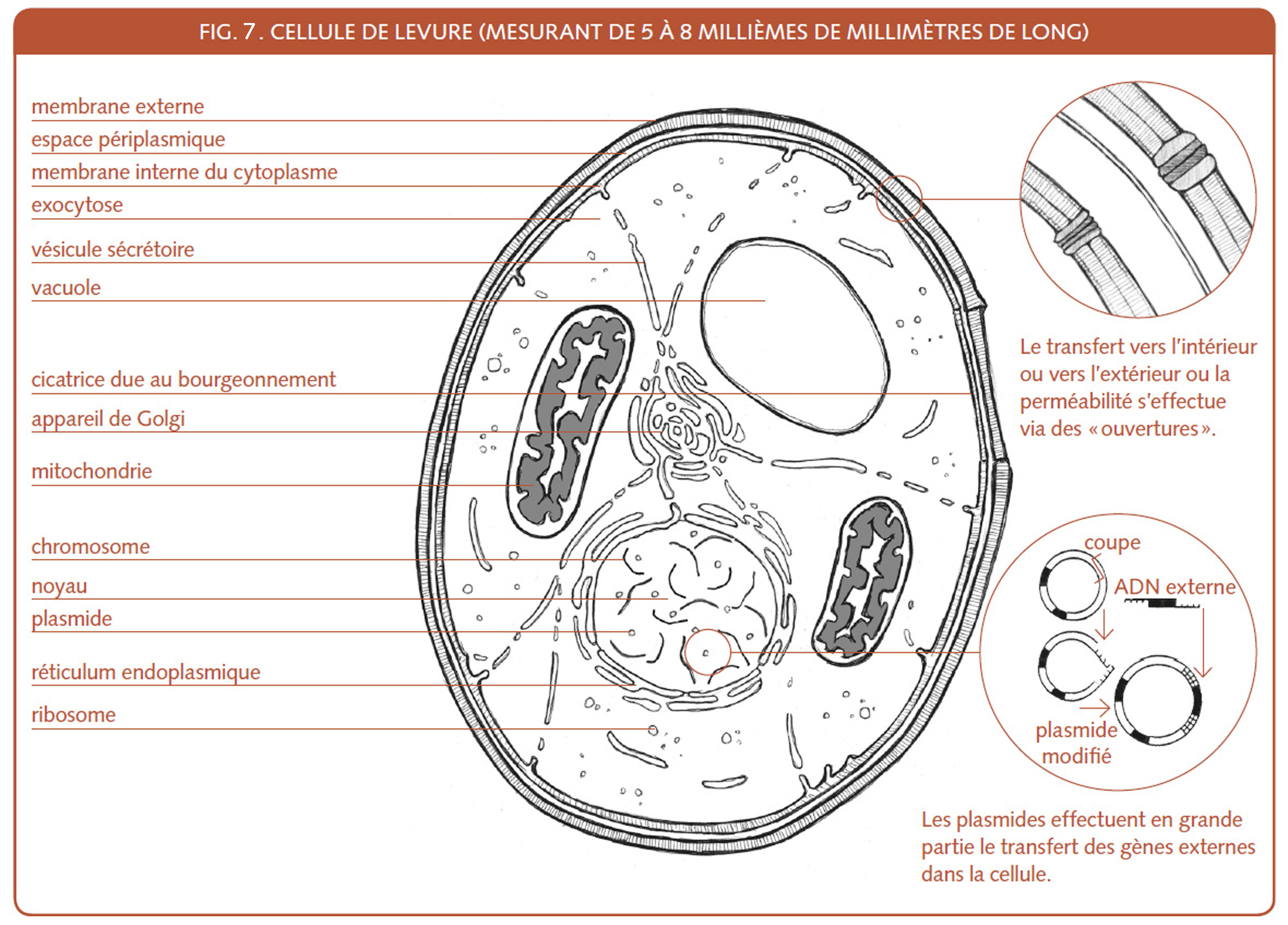
Dans le schéma en guise de photo (celle de la carte d’identité – fig.7.), on voit que ces millièmes de millimètres ont en gros ; enveloppes et noyau. Ce dernier est un peu le bureau de direction, c’est là que se code les enzymes. Ne décrivons que sommairement les mitochondries que certains comparent à la centrale d’énergie, la vacuole qui est l’élément qui maintient les équilibres du milieu appelé ici cytoplasme et l’appareil de Golgi qui régule la maturation et sécrétion des protéines.
La levure a obligatoirement une certaine plasticité surtout par ses membranes qui doivent à la fois délimiter et protéger l’intérieur. La membrane du cytoplasme ou membrane interne est composée à 40 % de lipides et 60% de protéines. C’est une frontière fluide qui laisse autant entrer les nutriments et que sortir l’eau et le gaz.
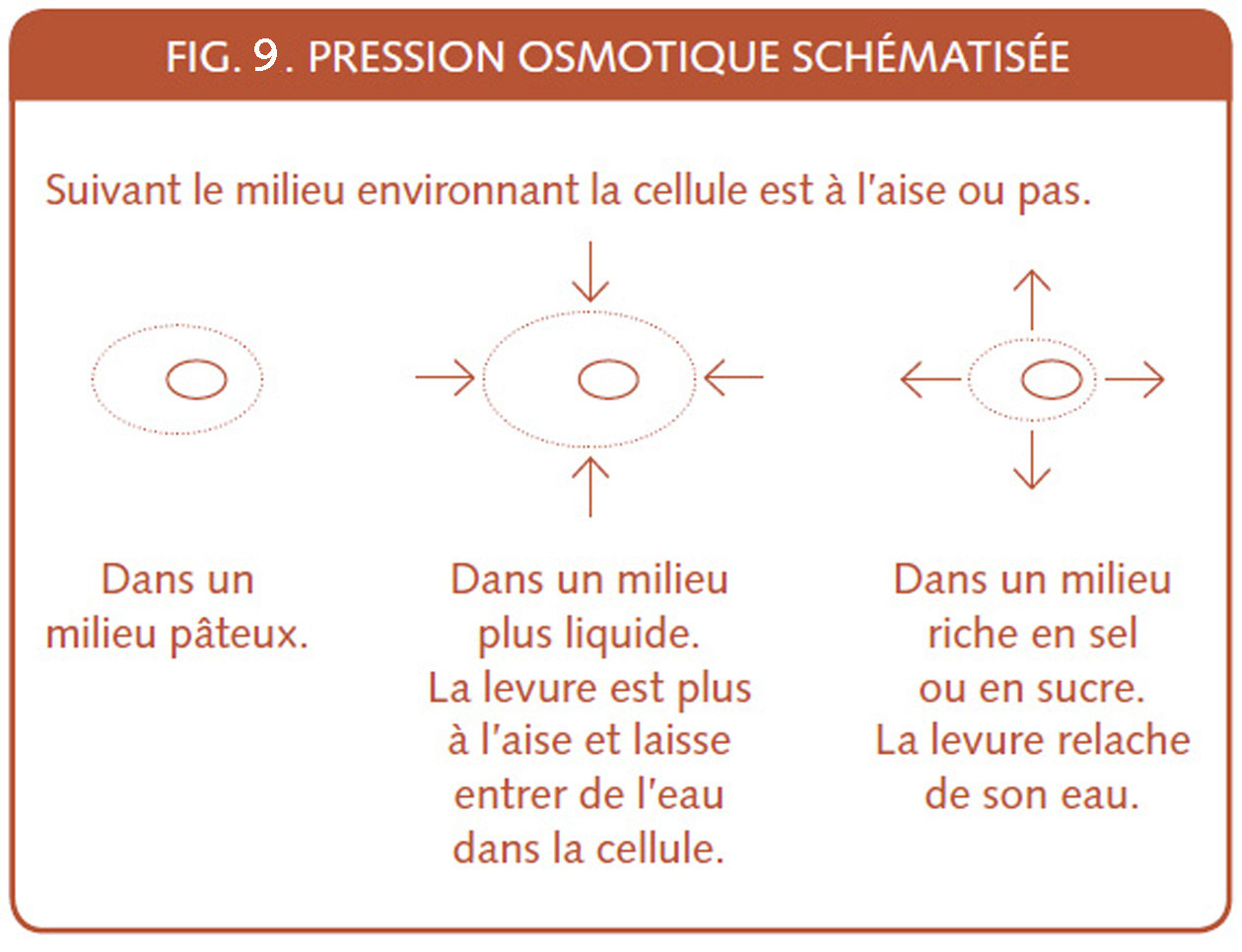
Si l’environnement immédiat de la cellule de levure est bon pour elle, c’est-à-dire pas trop de sels minéraux, sous forme de sel ou de sucre, elle est à l’aise et peut prendre un volume d’eau puisque la cellule de levure a tendance à être plus perméable et laisse entrer et sortir plus facilement par ses parois. Mais il en sera autrement si son biotope externe sera fort chargé en sel ou sucre. Alors elle se défend en laissant sortir de ses parois l’eau qu’elle contient, pour rendre son enceinte immédiate plus supportable en diluant les sels minéraux et baissant ainsi la pression osmotique (fig.9.), mais elle vit dès lors au ralenti.
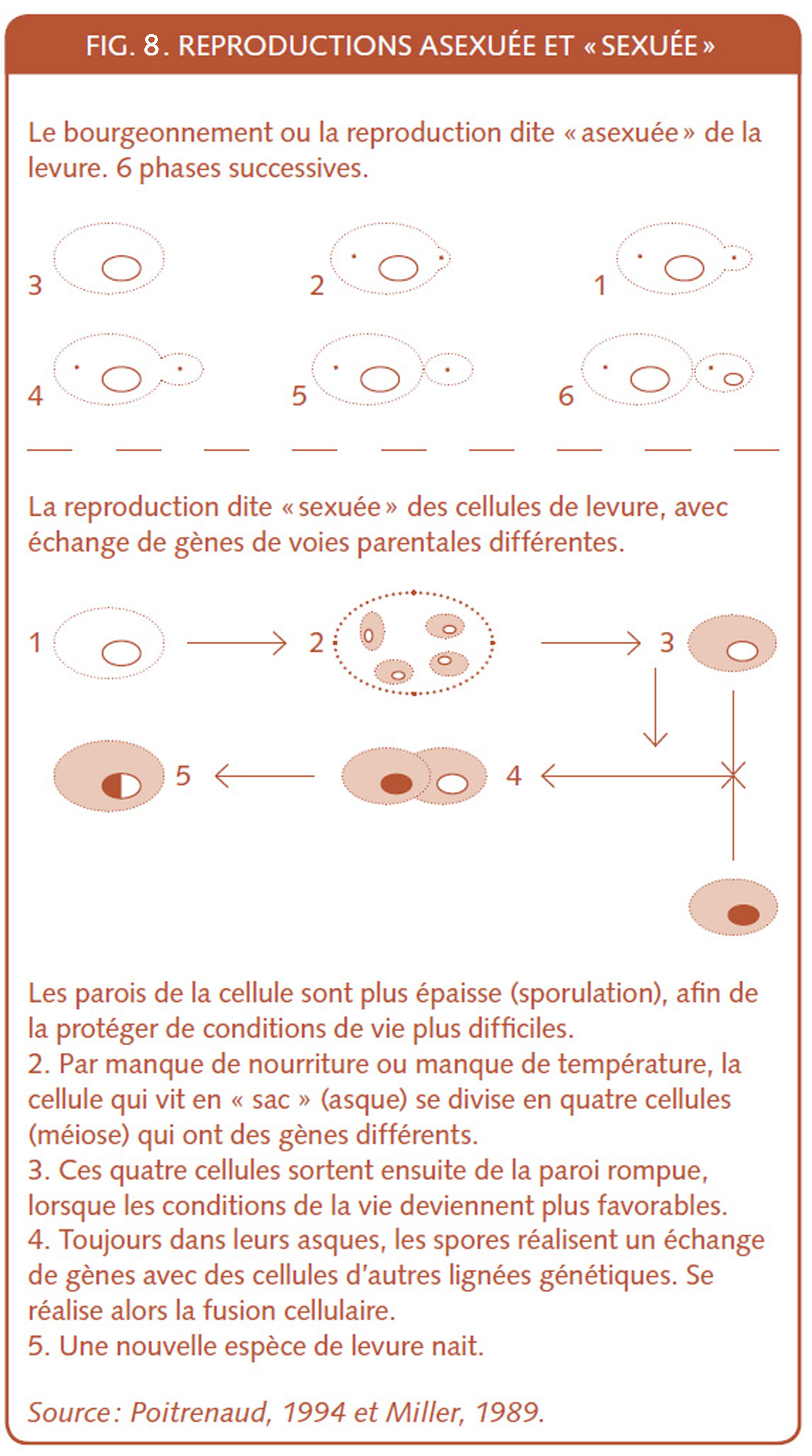
La levure a deux systèmes de reproduction (fig.8) un sexué (dit forme parfaite) et un autre asexué (dit forme imparfaite). Pour le principe de fécondation asexuée, c’est comme pour la pomme de terre et la banane qui peuvent aussi se reproduirent par les plants. Ici on parle de bourgeonnement. Le noyau de la cellule de levure grossit puis se divise en deux et finit par s’extraire de l’enceinte mère (haut de la fig.8.).
Ce type de multiplication se produit plus lentement dès le moment où cette phase se passe dans la pâte, en anaérobie (sans air).
La fécondation sexuée est un peu comme la fleur d’une pomme de terre d’une variété qui échange le pollen d’une fleur d’autres variétés de patates. Pour la levure, c’est vécu dans une situation de vie en léthargie qui la fait comme « hiberner », c’est la sporulation. La membrane interne durcit (forme des sacs dits asques) et le matériel génétique du noyau de la levure se divise à deux reprises, la deuxième fois (méiose) pour créer du « matériel » génétique de levure différent qui peut ainsi échanger des chromosomes variés (bas de la fig.8.).
 Autre cas de figure, quand elle sent le froid, la levure a ses méthodes de défense naturelles.
Autre cas de figure, quand elle sent le froid, la levure a ses méthodes de défense naturelles.
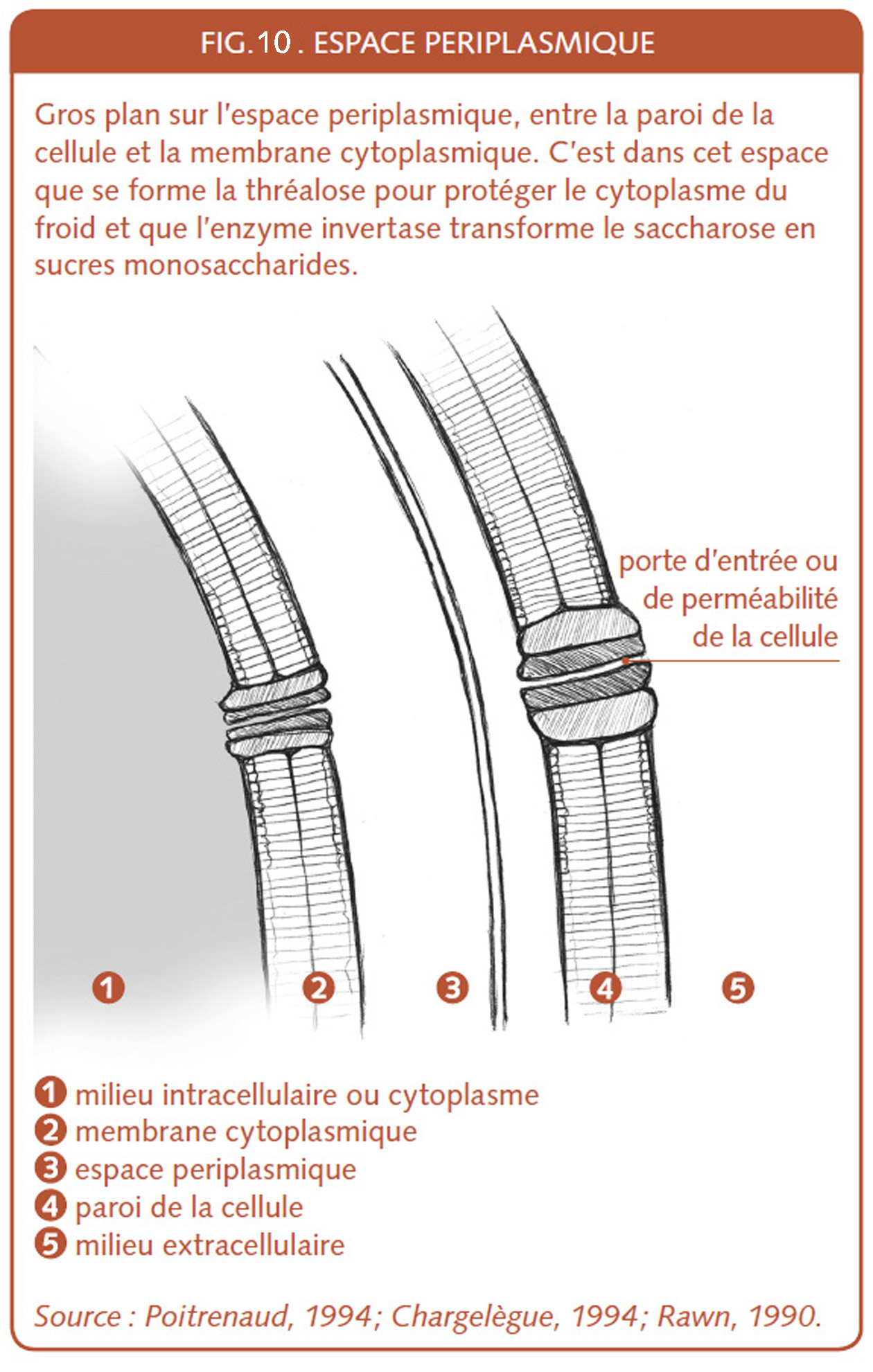
Elle produit un sucre qui lui permet de résister au froid. Ce sucre (tréhalose) s’installe entre les deux parois de la cellule afin de bien protéger du froid, l’intérieur (le cytoplasme) (fig.10).
 Si par contre, elle vit un temps vers les 25 °C, elle perd en une demi-heure la faculté de préserver ce sucre résistant au froid, dit cryogène.
Si par contre, elle vit un temps vers les 25 °C, elle perd en une demi-heure la faculté de préserver ce sucre résistant au froid, dit cryogène.
C’est notamment pour cette raison que l’on ne peut pas congeler une pâte crue qui a déjà fermentée sans prendre le risque de perdre un grand nombre de cellules de levures.
C’est également pour cette raison, que dans ce cas de figure de congélation de pâte crue, on fait l’impasse sur l’espace goût qu’est le pointage.
Ce procédé donnera un chiffre très parlant décrit en 1994 par Philippe Millet et Yves Dougin[49]. L’industrie pratiquant beaucoup la production de boulangerie et viennoiserie surgelée crue pour les terminaux de cuisson doit anticiper les pertes de germes microbiens et de ce fait ensemencer avec de plus fortes doses ces pâtes, au point d’utiliser 40 % du marché de la levure de panification pour 17,5 % du marché du pain et de la viennoiserie à l’époque.
Bien sûr dans toutes ces propriétés décrites ci-avant, les genres et espèces de levure n’ont pas tous le même patrimoine génétique. D’où l’intérêt d’opérer un screening (un choix résultant d’une recherche d’identification et de caractérisation), si l’on veut croiser les genres.
XV.6. Pour l’offre commerciale, on diversifie.
La sélection menée par les laboratoires génétiques des levureries va être toujours plus pointue pour répondre aux « besoins d’augmenter la vitesse des fermentations, plus particulièrement en milieu industriel[50] ». La teneur en protéines détermine la rapidité d’une levure, c’est en effet à partir des protéines solubles (IV.3.3, VII.7 et XVI.9.1) que sont « construites » les enzymes. Ainsi, une levure produite au Benelux sera plus riche en ces protéines que la levure produite en France par une succursale de la même firme et elle sera de ce fait plus active en fermentation.
Dès les années 1930, grâce au séchage des levures, on arrive à contourner une des grosses difficultés de la commercialisation de la levure : sa conservation, surtout pour les pays à climat chaud et humide. L’opération de sécher un mini-être unicellulaire comme la levure qui contient environ 70 % d’eau doit se réaliser progressivement et avec douceur, vue la fragilité des membranes, surtout à la fin du processus, lorsqu’on arrive près des six à huit pour cent d’eau. Ainsi sont nées les levures sèches actives (Lsa). Voilà la levure qui franchit des frontières autrefois inaccessibles par la distance, il faudra bien sûr la ré-humidifier pour l’activer et la doser deux à trois fois moins dans l’ensemencement des pâtes en fonction du poids des matières sèches actives.
 Lorsque les chercheurs disent adapter la levure aux exigences que le progrès impose, il s’agit surtout de produire le maximum de gaz carbonique en un minimum de temps. Nous observerons (XVIII.3) lors de l’avènement du pétrissage intensif après la Seconde Guerre mondiale que la rapidité va primer sur tout le reste. Les souches de levure de l’époque avaient généralement vite consommé le petit pourcentage de sucres disponibles dans la farine (1 à 1,5 %), il fallait donc attendre que les enzymes amylases de la farine lui redonnent des sucres simples sous forme de molécules de glucose extraites de l’amidon, les seules que la levure puisse assimiler.
Lorsque les chercheurs disent adapter la levure aux exigences que le progrès impose, il s’agit surtout de produire le maximum de gaz carbonique en un minimum de temps. Nous observerons (XVIII.3) lors de l’avènement du pétrissage intensif après la Seconde Guerre mondiale que la rapidité va primer sur tout le reste. Les souches de levure de l’époque avaient généralement vite consommé le petit pourcentage de sucres disponibles dans la farine (1 à 1,5 %), il fallait donc attendre que les enzymes amylases de la farine lui redonnent des sucres simples sous forme de molécules de glucose extraites de l’amidon, les seules que la levure puisse assimiler.
Le maltose et le saccharose sont des dissacharides, soit deux molécules de sucre liées, et il faut encore les séparer pour qu’elles puissent être assimilées par la levure et servir à la levée de la pâte grâce à la production de gaz carbonique.
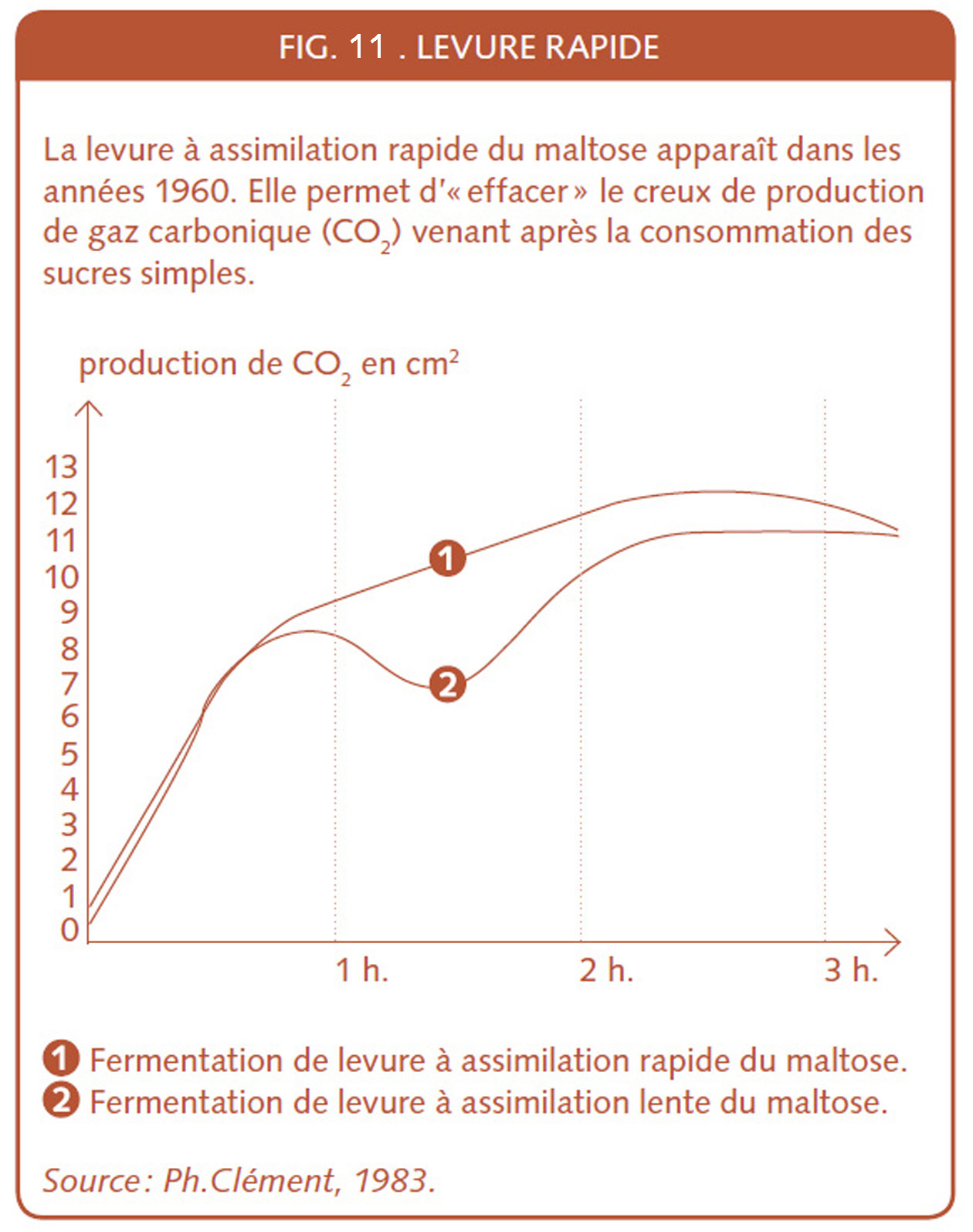
Cette dissociation des deux molécules de sucres se pratique entre les deux parois de la cellule de levure, dans l’espace périplasmique que montre la fig.10. À l’époque des années 1960, un creux d’activité de fermentation se remarquait après une heure et demi, avant de reprendre. Les procédés industriels anglais s’accélérant, il faudra trouver de quoi non seulement ne plus freiner, mais en plus accélérer l’activité des levures (fig.11).
On chercha et trouva des levures qui transféraient et assimilaient plus vite le maltose[51] en son sein. Cela se passa à l’époque de l’avènement du Chorleywood bread process et du pétrissage intensif en France (XVIII.3)[52].
D’autres profils de microorganismes existent. Notamment, ces levures osmotolérantes qui savent être performantes dans des milieux riches et sucrés comme les pâtes briochées que l’on retrouve en Vendée, ou des produits de pâte fermentée du même type que l’on retrouve en Italie (panettone), au Japon (kashipan) à Hawaï (sweet bread) ou en Indonésie (roti mani).
Là parfois, vu les doses de sucre, de 20 à 50 % par rapport à la farine, cela réprime la vie des levures, ce sera des Saccharomyces d’autres espèces que cerevisae qui pourront être choisies : Saccharomyces rouxii ou Saccharomyces rosei[53]. C’est l’osmotolérance (fig.9) qui est visée, c’est-à-dire la meilleure capacité à subir une pression osmotique de sucre et de faire fermenter la pâte. Dans le choix des souches pour pâtes sucrées, on évite les souches qui sont performantes dans la transformation du saccharose (ce sucre disaccharide composé d’une molécule de glucose lié à une molécule de fructose) et qui auront par contre la capacité de former beaucoup de tréhalose (un autre sucre disaccharide, qui a une liaison différente que le maltose entre les deux molécules de glucose – XVI.9.2.1) ce sucre s’installe entre la paroi et la membrane de la cellule pour la protéger. Cette teneur en tréhalose est déterminante pour que la levure puisse supporter différents stress, thermique comme hydrique.
Quarante années après l’arrivée de la levure sèche, en 1970, c’est la levure sèche instantanée (Lsi) qui prendra le pas sur la levure sèche active (Lsa).
Emballée dans une atmosphère contrôlée et enrobée d’émulsifiants, elle permet d’éviter la ré-hydratation préalable, d’où son caractère dit instantané, on la met directement dans la pâte.
Il faut toutefois éviter de couler de l’eau froide dessus et plutôt la mélanger dès le déballage à la farine. La membrane cytoplasmique des levures risque en effet d’exploser si les températures sont inférieures à 10 °C[54]. Et c’est de la vie des levures qu’il est question, ce qui explique aussi le surdosage vécu pour la boulangerie traversant une surgélation, citée plus haut.
La yeast industry platform (plateforme de l’industrie levurière) a été créée en 1991[55]. On y retrouve évidement les levuriers, mais aussi le monde phyto-pharmaceutique qui est représenté en masse ainsi que d’autres secteurs agro-alimentaire, de grandes firmes brassicoles, laitières et viticoles[56]. Elle fait non seulement office de lobby, mais a en priorité le rôle de réaliser le séquençage du génome de la levure, qui est une tâche démesurée.
En effet, séquencer le génome de la levure, c’est répertorier tout le matériel génétique qui code (ou commande) l’expression d’un type d’enzymes, de toxines, d’antibiotiques, d’hormones, etc., ce qui fait le caractère du microorganisme. Cette tâche étant immense, il faut connaitre 14 500 000 paires de bases d’Adn, et pour bien faire savoir ce qu’elle généraient [57]. En avril 1996, on estimait y être arrivé, la levure ne devait plus avoir de secret pour la communauté scientifique. Celle-ci dispose en quelque sorte d’un grand livre sur l’identité génétique de la levure. N’allez pas en déduire que seule la levure de panification est concernée. En jeu également, une meilleure compréhension de la vie et de la cellule humaine. La médecine génique et des maladies comme la mucoviscidose et certains cancers attendent beaucoup de ces recherches[58].
Dans ces années 1990, accroître la résistance au froid des levures deviendra un challenge pour l’industrie levurière vu le développement que prennent les terminaux de cuisson différant la cuisson de la panification par la surgélation[59].
Mais c’est aussi l’époque où l’Ogm frappe les esprits. Comment imaginer que les industries de la fermentation qui avaient en main un outil de modification de gènes plus performant puissent s’en passer alors qu’il faut faire évoluer le marché ? Les firmes du secteur vont alors jouer et influer sur les mots, les directives européennes et leurs interprétations.
En juin 2004, le Cofalec (Le comité des fabricants de levures boulangères de la Communauté Européenne) signale que depuis le 18 Avril 2004, deux règlements CE concernant les organismes génétiquement modifiés sont en vigueur.
Une campagne d’information interne et externe au secteur des levuriers sera lancée en 2009 sur le titre « La levure, d’origine naturelle[60] ». Voilà la traduction de la communication de 2004. « Tous les membres Cofalec sont ouverts et transparents à leurs clients, à propos de la nature de leurs produits. Ils ne fournissent pas d’organismes génétiquement modifiés. La Cofalec recommande à ses membres d’informer leurs clients que la souche de levure qu’ils utilisent est d’origine classique et qu’elle est hors de la portée du règlement susmentionné ».
Lisons quand même attentivement cette directive et ses référents antérieurs, pour remarquer qu’il y a des exceptions à l’application de l’appellation « Ogm ». Ce sont les techniques de mutagenèse et de fusion cellulaire qui sont d’après le communiqué exclues du champ d’application.
-/ La mutagenèse fait agir des agents physiques (par exemple courant électrique) ou des agents chimiques, dans du matériel génétique, ce qui induit des modifications de gènes avec parfois de nouvelles caractéristiques. S’en suit une identification (screening) et isolation des levures ayant des gènes d’intérêt.
-/ La fusion des protoplasmes pratique en digérant de manière enzymatique les parois de cellules de levure au capital génétique différent et que l’on veut mélanger ou croiser.
Après application d’un agent fusionnant les deux noyaux, qui est le polyéthylène glycol additionné d’ions Calcium++, on reconstitue les parois du microorganisme[61], c’est la pratique dite des ciseaux génétique, vue par ailleurs (III.1).
Le polyéthylène glycol, dénommé macrogol dans le domaine pharmaceutique, agit ici pratiquement comme un solvant permettant la fusion des matériaux génétiques.
-/ La modification génétique serait différente en termes légaux.
Elle permet d’introduire ou supprimer un gène, d’augmenter ou diminuer l’expression d’un gène et parfois sous conditions[62]. Mais nous l’avons vu (III.12), cette technique se heurte aux problèmes d’autorisations légales.
Par facilité de montage génétique, on utilise les plasmides (fig.7) plutôt que les chromosomes[63].
Pour prendre un exemple concret de la modification génétique, on cite le cas d’un poisson vivant dans les eaux très froides (moins de 0°C) de l’atlantique Nord-Ouest. Il s’agit de Chaenocephalus aceratus (ou poisson des glaces à nageoire noire) qui a été observé au milieu des années 1980, puis en 1988, les gènes impliqués dans la production d’une résistance au froid ont également été identifiés[64]. En 1991, on signale dans une revue spécialisée l’introduction de gènes codant ce type de glycoprotéine anti-gel, dans les levures, ce qui donna une bonne résistance au froid[65].
Il y a aussi des levures acidifiantes, c’est-à-dire sachant produire de manière modulée à partir de l’acide pyruvique (VIII.8 et fig.20 dans XVI.9.2.2) soit du gaz carbonique soit de l’acide lactique, synthétisant la production de divers microorganismes du levain en une seule espèce de cellule. Cela sera créé et breveté[66].
Autre aspect qui peut accrocher, c’est la lecture d’un document peut-être légèrement antérieur à avril 2004 et à la communication de la Cofalec, ou l’on trouve dans la communication faite aux boulangers, une fiche signalant : « L’amélioration continuelle des souches de levure, par l’application des techniques de manipulation génétique classiques et nouvelles[67] ». Et que penser, alors que chaque déclaration d’origine demandée au même levurier pour la certification bio recevait comme réponse (en 2003) que les « levures ne sont en aucun cas des organismes génétiquement modifiés tels que définis par la directive 2001/18/CE du 12 mars 2001 ». Surtout lorsque l’on remarque que la mutation génétique et la fusion de protoplasme sont définie comme « Nouvelle biotechnologie » ou « édition de gènes » par leurs partisans et « OGM cachés » par leurs opposants.
Une offre de levure acido-tolérante (AT) apparait en 2014, presque comme une preuve que le levain de panification entre de plus en plus dans les formulations boulangères. Et cela signifie aussi que la levure de panification courante ne supporte pas bien le milieu acide qu’impose le levain (XVII.2).
| Fig.12. Comparaison des procédés de fabrication de levure conventionnelle et de levure biologique | ||
| Levure conventionnelle | Levure biologique | |
| Sources des sucres | Généralement Mélasse | Céréales issues de l’agriculture biologique |
| Sources d’azote | Ammoniaque (NH3)
Sels d’ammoniaque |
Céréales issues de l’agriculture biologique |
| Régulateur d’acidité | Acides (par ex. : Acide sulfurique)
Bases (par ex. : Soude caustique) |
Pas nécessaire |
| Substance de croissance | Vitamines de synthèse
Sels minéraux inorganiques |
Présent dans le milieu naturel en suffisance |
| Anti-moussant | Agent anti-moussant de synthèse | Huile de tournesol issue de l’agriculture biologique |
| Lavage | Deux fois | L’application n’est pas nécessaire |
| Effluents (eaux usées) | Fortes actions de dépollution | Matières premières pour d’autres produits |
| Le procédé de fabrication de la levure biologique opte pour la transformation de produits issus de l’agriculture biologique et ne comporte pas d’ajout chimique et de plus ne nécessite pas tant d’opérations de dépollution. | ||
| D’après le document, reçu en 2014, de la firme Agrano produisant de la levure biologique depuis 1995. | ||
Après, les propositions commerciales varieront sur la forme en offrant et même suggérant l’offre sous forme liquide. On en revient au premier stade de l’offre de levure de brasserie qui se proposait sous cette forme crémeuse (XV.3) avant d’être vendue sous forme pâteuse en levure pressée. Ici, c’est la grande entreprise qui peut être intéressée par la forme plus facile à mélanger et se mesurant au litre.
Autre pratique innovante et désormais signe d’orientation de marché, la vente de levure en culture bio (fig.12) et ceci dès 1995 en laboratoire d’essai, puis l’année d’après en installation pilote[68].
Une bien belle leçon d’écologie que donna la firme Agrano. Il faut dire que du lobbying d’autres firmes a permis à la levure, qui n’a été considérée comme ingrédient agricole dans la réglementation bio qu’à compter du 31 décembre 2013, de continuer d’entrer dans les 5 % de produits pouvant provenir d’ingrédients d’origine non bio autorisés[69], malgré la disponibilité d’une levure « bio ».
XV.7. Les levains « artificiels » du xviiie siècle
Retour pour un court passage par le xviiie siècle, afin de retourner à une réflexion racinaire, même si à l’époque, il s’agit de contamination de « génération spontanée », plutôt que d’une approche de développement de la microbiologie.
Parmentier définit les levains artificiels comme étant « une matière déjà fermentante, éloignée de la nature du corps pour y établir un mouvement de fermentation plus prompt ». Selon Malouin, « il est possible d’en faire avec toutes choses capables d’exciter la fermentation, afin de hâter la fermentation naturelle. Le levain a d’abord le goût de la chose, puis ce goût s’affaiblit en repétrissant avec de la farine ». Quels « ingrédients » utilise-t-on au xviiie siècle ? C’est le docteur Malouin qui y va de sa théorie avec un classement bien ordonné pour l’époque. « Soit vous le prenez dans le genre des animaux, comme la présure (XVI.12). Soit, parmi les minéraux, l’eau aigrelette. Soit dans les végétaux, ce qui est plus commun et analogue, comme le vinaigre. Dans les Indes, on se sert de suc de palmier aigri, dans plusieurs endroits d’Allemagne, on se sert de la bière même pour faire fermenter la pâte. En Angleterre, on fait une pâte de farine et d’eau où l’on met de la levure assez que pour exciter la fermentation, on y ajoute un peu de sel pour empêcher la pâte de trop fermenter. On garde cette pâte pendant cinq heures dans un vase pour pétrir ensuite et faire le pain ». Parmentier ajoute « à cet article fort étendu pour former des levains artificiels : le blanc d’œuf, la semence de citrouille et les sucs de fruits récemment exprimés » et il considère « le vin parfait, le vinaigre et l’eau de vie » plutôt comme des « secours, dans le cas où il faut ranimer une fermentation arrêtée ».
Les positions et projections de Malouin et Parmentier sur ce domaine seront divergentes. Le premier en vient à souhaiter « qu’on puisse faire des levains perpétuels qui tinssent lieu de levure qu’on n’a pas commodément en tout temps à Paris et dans aucun temps où le vin et le cidre sont communs », c’est-à-dire, là où on ne fait point de bière. Parmentier exprime une vision comme une philosophie de fermentation à pratiquer. « Les corps susceptibles de fermentation n’ont pas besoin de levain artificiel pour fermenter. L’hydromel, le cidre, le poiré, le vin s’obtiennent ordinairement sans secours étranger. Mais sans levain, la farine abandonnée à elle-même agirait sans gonfler. La levure, ce ferment artificiel, se perpétue parmi nous, soit à la place du levain, soit concurremment avec lui. Son usage est dû à l’ignorance dans laquelle on a été longtemps des règles à observer pour renouveler à propos, conduire et distribuer le levain naturel. Mais que l’on paye cher certains avantages qu’elle procure. La fermentation de la pâte demande un certain espace de temps pour s’opérer comme il convient. Un levain trop hâtif ne permet pas aux parties qui composent la substance dans laquelle on l’introduit de s’arranger entre elles de manière à produire un tout homogène et parfait. » Et de conclure lucide et prophétique : « Je me suis appuyé sur l’expérience et la raison pour donner mon avis sur la levure de bière afin d’en circonscrire l’usage. Je présume que j’aurais longtemps pour devise : Vox clamantis in deserto[70] ».
Plus de deux siècles après Parmentier, un peu spécialiste en métaphores, Alex Croquet écrit à ce sujet : « Si tu mets de la levure dans ton levain, tu apportes une nouvelle clé… alors que dans la farine, la clef est déjà sur la porte[71] ! »
Les ferments exogènes tel que fruité ou lacté qui sont déjà ferments, peuvent assurer la fermentation, un peu comme un starter. Sachez qu’ils vont dans le premier temps dominer la fermentation. Puis, laisser la place aux ferments propres aux céréales, du moins si on ne les renouvelle pas. Les ferments lactés utilisés (yaourt ou fromages frais ) ne sont « habités » que par des bactéries lactiques (fig.13 et fig.14) et le yaourt d’une semaine voit après un temps, les streptocoques prendre le dessus sur les lactobacilles, tout en diminuant en nombre total de microorganismes.
Le cas du kéfir lacté qui contient le couple bactéries/levures réalise déjà une fermentation mixte comme pour la panification au levain, il a donné lieu à de bons résultats dans les cours de pain au levain ménager que donnait Myriam Verleat[72]. Le kéfir lacté a été découvert dans le Caucase sur la paroi des outres utilisées pour le séjour de lait.
Il existe aussi le kéfir sucré appelé parfois « cristal japonais » et water kefir en anglais[73] qui est peut-être celui que les musulmans surnomment le « millet du prophète ». Il est à différencier du kéfir lacté. Celui-là aurait été amené par un soldat anglais en Europe occidentale, lors de la guerre de Crimée (1855) et il portera aussi le nom de gingerbeer plant servant à élaborer une bière de gingembre, plus nourrissante que la bière « soda » actuelle. Il ne faut pas confondre la ginger beer avec la ginger ale. C’est de la première que dérivera le Canada dry. H. Marshall-Ward emploie dès 1893 le terme de « fermentation symbiotique » pour décrire la transformation vécue par cette bière grâce aux levures et bactéries, déjà décelée par ce chercheur[74].
Le tibi ou tibicos, ou encore California bees, soit abeille de Californie, est un peu semblable au produit fermenté par le kéfir sucré, il est récolté sur les feuilles de l’opuntia, plante mexicaine appelée parfois figuier de barbarie ou cactus raquette.
| fig.13. Microflore des produits laitiers fermentés comparées à la microflore de levains de panification | ||||
| Microflore de plusieurs types de produits laitiers | ||||
| Espèces de Bactéries lactiques | Espèces de Levures | N° de cellules de microorganismes | ||
| / | Bact.lactiques | Levures | ||
| Yaourt | Lactobacillus delbrueckii
Streptococcus thermophilus |
103 | / | |
| Fromage frais | Lactobacillus delbrueckii
Streptococcus thermophilus |
/ | 106 | / |
| Kéfir lacté | Lactobacillus brevis
Lactobacillus kéfir Lactobacillus plantarum Lactobacillus acidophilus Présent au départ seulement Leuconostoc mensenteroides Lactococcus lactis |
Saccharomyces cerevisae
Saccharomyces unisporus Kluyveromyces marxianus Candida kéfir Candida Holmii |
106 à 109 | 103 à 109 |
| Microflore de levains de panification | ||||
| Espèces de Bactéries lactiques | Espèces de levures | N° de cellules de microorganismes | ||
| Bact.lactiques | Levures | |||
| Pains | Lactobacillus homofermentaires strictes
dont Lactobacillus Delbueckii Lactobacillus hétérofermentaires facultatifs dont Lactobacillus plantarum et Lactobacillus casei Lactobacillus hétérofermentaires strictes dont Lactobacillus brevis et Leuconostoc mensenteroides |
Saccharomyces cerevisae
Candida Holmii Pichia Satoi |
103 à 109 | 103 à 107 |
| D’après les recensements effectués dans les livres « Bactéries Lactiques » et « Handbuch Sauerteig », milieu des années 1990. Aujourd’hui les microorganismes portent parfois d’autres noms dans les nouveaux classements régulièrement mis à jour par les taxonomistes (classificateurs des microbes) du fait de l’évolution de la biologie moléculaire[75] | ||||
Les levures de riz rouge sont en fait une moisissure, monascus purpureus, qui fait penser à la célèbre Serratia Marcescens (VI.7) par sa capacité à colorer en rouge. Elles sont utilisées comme complément alimentaire, surtout en Chine. Cela nous permet de remarquer que la consommation de levures végétales, ou moisissures ici, n’est pas sans risque. Les organismes sanitaires américains et européens sont réticents à les autoriser surtout avec leurs vertus médicamenteuses, qui ne s’appliquent pas à toutes personnes et peuvent occasionner des dégâts en fonction de leur teneur en citrinine[76].
La levure dite Kahm en anglais, soit film gélatineux, est une levure qui vient recouvrir les aliments sous forme de voile. Et encore là, difficile de prouver son innocuité. De toute façon, l’odeur et goût de fromage qu’elle dégage ne sont pas très engageants.
D’autres levures « végétales » ont pu faire partie de recherches et expériences. Fin du xixe siècle, il est parfois fait mention de « levures japonaises ». En apportant une Contribution à l’étude des ferments de l’amidon[77], Albert Calmette parle, lui, de « levure chinoise » en 1892, qu’il étudie lorsqu’il est en place à Saïgon (devenue Hô-Chi-Minh-Ville), et il baptise la moisissure responsable de la sécrétion, « Amylomyces Rouxii » (devenue Mucor indicus) en l’honneur de son maître Émile Roux, successeur de Louis Pasteur[78].
Le japonais Jokichi Takamine allait bien maîtriser les processus de culture d’aspergillus, dès le début des années 1890. C’est les débuts de la fabrication de « l’amylase fongique », que l’on voit de nos jours imprimée dans la liste des ingrédients sur les sacs de farine (XVI.8). C’est la tradition culinaire de l’extrême Orient qui souvent donne cette bonne réputation à ces préparations réalisées par des moisissures qui, si elles occasionnent une fermentation, ne feront pas vraiment lever une pâte à pain.
Les produits issus de fermentation activée par des aspergillus donnent de manière traditionnelle notamment le koji, qui est en fait un moût ensemencé par la moisissure pour amorcer une multitude de produits alimentaires fermentés au Japon[79].
En Chine, on a utilisé des levures dites végétales qui proviennent des feuilles séchées d’un arbre des régions arides (Mlim Thau). En classification scientifique obligatoirement en latin, c’est Bridelia Ovata, Decne, un genre d’euphorbe, arbuste à feuilles dites parfois grasses. C’est un extrait du livre de Félix Urbain-Dubois[80], publié en 1933 qui nous en parle. L’auteur, plutôt pâtissier à la base, a eu l’occasion de rencontrer des confrères, qui comme lui ont voyagé en Orient. Charles Pfister qui était à Hong-Kong le renseigne sur l’emploi de cette levure végétale. Il lui donne la méthode pour obtenir une sorte de levain liquide[81].
Ces levures semblent du genre saccharomyces cerevisae (à vérifier) et la grande brasserie hollandaise Heineken s’y serait déjà intéressé, probablement aussi d’autres levuriers pour leurs mycothèques. Une levure « sauvage » (toujours à interpréter dans le sens, présent dans la nature) et ici présente sur des écorces d’érable et de chêne, a été trouvée au Canada. C’est la saccharomyces paradoxus qui est même une souche dite québecquoise, découverte par un post-doctorant, Jean-Baptiste Leducq. Celui-ci s’y prend à croire que « ce serait en effet amusant d’essayer de préparer de la bière ou du pain avec cette levure, car chaque levure donne des saveurs différentes[82] ». En effet, pourquoi pas !
Le cas des ferments fruités est souvent mentionné dans les livres de formateurs pour démarrer un nouveau-chef. Je me souviens avec Fabrice d’avoir donné un cours sur la confection d’un levain à l’Itca, un institut technique à Suarlée près de Namur. Deux classes d’élèves étaient concernées, soit plus ou moins une trentaine de levains à concevoir par autant d’élèves. La moitié de ceux-ci avait démarré avec du jus de pommes fermenté, et l’autre moitié devait baser tout sur l’auto-fermentation, pas d’ajouts. Comme nous devions nous retrouver après le week-end, c’est Laurent, le chef d’atelier, qui prit en charge les re-nourrissements des samedi et dimanche. Le chef d’atelier, Laurent, et sa femme se souviennent peut-être encore de l’odeur qui régna dans leur maison ce week-end-là. Mais c’est du résultat comparatif création levain-pommes et création levain tout-court que je voulais vous entretenir. Sans contestation possible, ce sont les levains ensemencés au jus de pommes qui ont le mieux réussi. Et quelque part, c’est normal que les fruits soient naturellement plus rapides en fermentation du fait de leur teneur en eau allant jusqu’à 80 à 90%, alors que la farine de céréales ne contient qu’environ 15 % d’humidité. Du coup, il n’a pas la même mobilité et faculté à entrer en fermentation. De plus les fruits ont plus ou moins 7 % de sucres directement fermentescibles pour 1 % seulement dans la farine de céréale. Alors bien évidemment cela aide à démarrer une fermentation.
Le jus d’ananas, moins acide que les autres fruits, mais riche en protéases, a également eu ses adeptes dans un fil de discussion du newsgroup du levain lancé par Darell Greenwood de Vancouver, le précurseur de pas mal de blogs actuels sur le levain en Amérique du Nord[83].
Par contre, si du moins on ne continue pas à ajouter du jus de pomme, par exemple, les ferments propres aux céréales vont reprendre le dessus sur ce levain au bout d’un temps assez court et le goût un peu cidre va disparaître avec les rafraîchis qui suivront. Exemple déjà repéré par Malouin (début de ce chapitre à XV.7).
Ici, lors de l’élaboration du levain-chef, les levures qui se trouvent sur les grains de blé souvent spécifiques au substrat et qui devraient définir le « microbiote maison » de votre levain vont se trouver en concurrence avec celles qui se trouvent sur la pomme ou le grain de raisin utilisés comme starters. On pénalise en quelque sorte l’expression propre de la microflore contenue dans la farine.
| fig.14. Classification (avec son évolution) des principales bactéries lactiques du levain | ||||||||||||
| Genre/Espèce | Classification | Production | T° optim. | Fermentation des divers sucres (*) | ||||||||
| Gl | Fr | Ma | Sa | Ar | Xy | Ce | ||||||
| Entérocoque Faecium | Entérocoque | Ac.lactique | + | ± | – | – | + | |||||
| Pédiocoque damnosus | Pédiocoque | Ac.lactique D/L | 22°C | + | + | ± | ± | – | – | + | ||
| Évolution classements
1er 2ème 3ème |
||||||||||||
| Latobacille delbrueckii | Thermo-bactérium | Homo-fermentaires | Homo fermentai. strictes | Ac.lactique D | 40°C | + | + | ± | + | – | – | ± |
| Lactobacille acidophilus | Ac.lactique D/L | 37°C | + | ± | + | + | – | – | + | |||
| Lactobacille casei | Strepto-bacterium | Hétéro-ferment. falcultattifs | Ac.lactique L,
Ac. Acétique, CO² et Alcool |
30°C | + | – | ± | – | – | – | + | |
| Lactobacille
curvatus |
Ac.lactique D/L,
Ac. Acétique, CO² et Alcool |
32°C | + | + | + | – | – | – | + | |||
| Lactobacille plantarum | Ac.lactique D/L,
Ac. Acétique, CO² et Alcool |
30°C | + | + | + | + | + | ± | + | |||
| Lactobacille brevis | Béta-
bacterium |
Hétéro-fermentaires | Hétéro-fermentaires strictes | Ac.lactique D/L,
Ac. Acétique, CO² et Alcool |
30°C | + | – | + | ± | + | ± | – |
| Lactobacille sanfranciscensis | Ac.lactique D/L,
Ac. Acétique, CO² et Alcool |
30°C | + | – | + | – | – | – | – | |||
| Lactobacille buchneri | Ac.lactique D/L,
Ac. Acétique, CO² et Alcool |
35°C | + | + | ± | ± | ± | – | ||||
| Lactobacille fermentum | Ac.lactique D/L,
Ac. Acétique, CO² et Alcool |
41°C | + | + | + | + | – | – | ± | |||
| Lactobacille fructivorans | Ac.lactique D/L,
Ac. Acétique, CO² et Alcool |
27°C | + | + | ± | ± | – | – | – | |||
| Leuconostoc
Mensenteroides |
Ac.lactique D,
Ac. Acétique, CO² et Alcool |
20°C | + | + | + | + | + | ± | ± | |||
| (*) Gl = Glucose, Fr = Fructose, Ma= Maltose, Sa= Saccharose,
les deux suivants sont des pentoses, Ar= Arabinose, Xy = Xylose, et près des fibres externes, Ce = Cellobiose |
||||||||||||
| D’après Spicher et Stephan, 1993, Dellagio et al., 1994, Gasser et al., 1994, J.-P. Larpent, 1992. | ||||||||||||
XV.8. Nos collègues de travail, les bactéries lactiques.
 Alors qu’elles étaient mariées avec les levures dans le levain de panification, les bactéries lactiques vont devenir les parents pauvres de l’étude de la fermentation panaire lors du xxe siècle. Le Handbuch Sauerteig (Manuel du levain) a été réédité six fois. Gottfried Spicher, microbiologiste, et Hans Stephan, un maitre-boulanger, ont fait équipe pour le rédiger. Elles ont publiés chez Behr’s Verlag à Hambourg les cinq premières éditions de 1982 à 1999, l’éditeur attitré du Centre de recherche fédérale pour les céréales à Deltmold en Wesphalie, devenu Institut Max Rubner en 2008. La dernière et sixième édition (toujours en vente) a été profondément remaniée en 2006 avec une plus vaste collaboration internationale. C’est Markus Brandt (de la firme de starter de levains, Böcker GmbH & Co. KG de Minden en Rhénanie-Westphalie) et Michael Gänzle, allemand également, actuellement en poste à l’université de l’Alberta à Edmonton au Canada, qui en sont les coordinateurs.
Alors qu’elles étaient mariées avec les levures dans le levain de panification, les bactéries lactiques vont devenir les parents pauvres de l’étude de la fermentation panaire lors du xxe siècle. Le Handbuch Sauerteig (Manuel du levain) a été réédité six fois. Gottfried Spicher, microbiologiste, et Hans Stephan, un maitre-boulanger, ont fait équipe pour le rédiger. Elles ont publiés chez Behr’s Verlag à Hambourg les cinq premières éditions de 1982 à 1999, l’éditeur attitré du Centre de recherche fédérale pour les céréales à Deltmold en Wesphalie, devenu Institut Max Rubner en 2008. La dernière et sixième édition (toujours en vente) a été profondément remaniée en 2006 avec une plus vaste collaboration internationale. C’est Markus Brandt (de la firme de starter de levains, Böcker GmbH & Co. KG de Minden en Rhénanie-Westphalie) et Michael Gänzle, allemand également, actuellement en poste à l’université de l’Alberta à Edmonton au Canada, qui en sont les coordinateurs.
Gottfried Spicher, le microbiologiste allemand a écrit là un ouvrage de base et incontournable au niveau du levain de panification. Mais il faut savoir qu’une fois traduit ce livre, il faut encore l’interpréter, puisqu’en Allemagne l’ajout de levure à la pétrissée et le travail sur seigle complet parfois concassé plutôt que sur froment en farine claire, est sous-entendu dans l’écriture et l’interprétation de tous les données technologiques, tableaux et schémas.
Traduire c’est trahir, disent parfois les traducteurs consciencieux pour défendre les limites de leur pratique et dans ce cas c’est bien vrai, car il faut pouvoir comprendre l’état culturel de la panification allemande où le seigle a été omniprésent et la recherche d’alvéolage est souvent plus que limitée (XIX.3.2).
 Gottfried Spicher s’étonne du manque d’intérêt pour la lacto-fermentation en ces termes, « Maintes études ont été écrites sur les bactéries lactiques et la fermentation lactique, et pourtant, on ne retrouve que de façon marginale réitérée, la mention de la grande importance des bactéries lactiques dans la préparation du pain et autres pâtisseries. Cela surprend d’autant plus que la fermentation du levain est un processus qui dans la préparation d’aliments intervient avec une fréquence et une fiabilité sans pareilles[84]. »
Gottfried Spicher s’étonne du manque d’intérêt pour la lacto-fermentation en ces termes, « Maintes études ont été écrites sur les bactéries lactiques et la fermentation lactique, et pourtant, on ne retrouve que de façon marginale réitérée, la mention de la grande importance des bactéries lactiques dans la préparation du pain et autres pâtisseries. Cela surprend d’autant plus que la fermentation du levain est un processus qui dans la préparation d’aliments intervient avec une fréquence et une fiabilité sans pareilles[84]. »
Claude Aubert, reprenant ces propos dans un livre, « Les aliments fermentés traditionnels », dira que « …la fermentation lactique présente tellement d’avantages que l’on s’étonne qu’elle ne soit plus répandue dans les pays industrialisés, d’autant qu’elle est de plus en plus concurrencée par des techniques moins intéressantes comme la surgélation et la stérilisation[85] ».
Entre toutes, la fermentation lactique est la fermentation reine, tant elle procure de bénéfices nutritionnels, épure les pathogènes et toxines, pré-digère et enrichi en micro-nutriments (XIX.5).
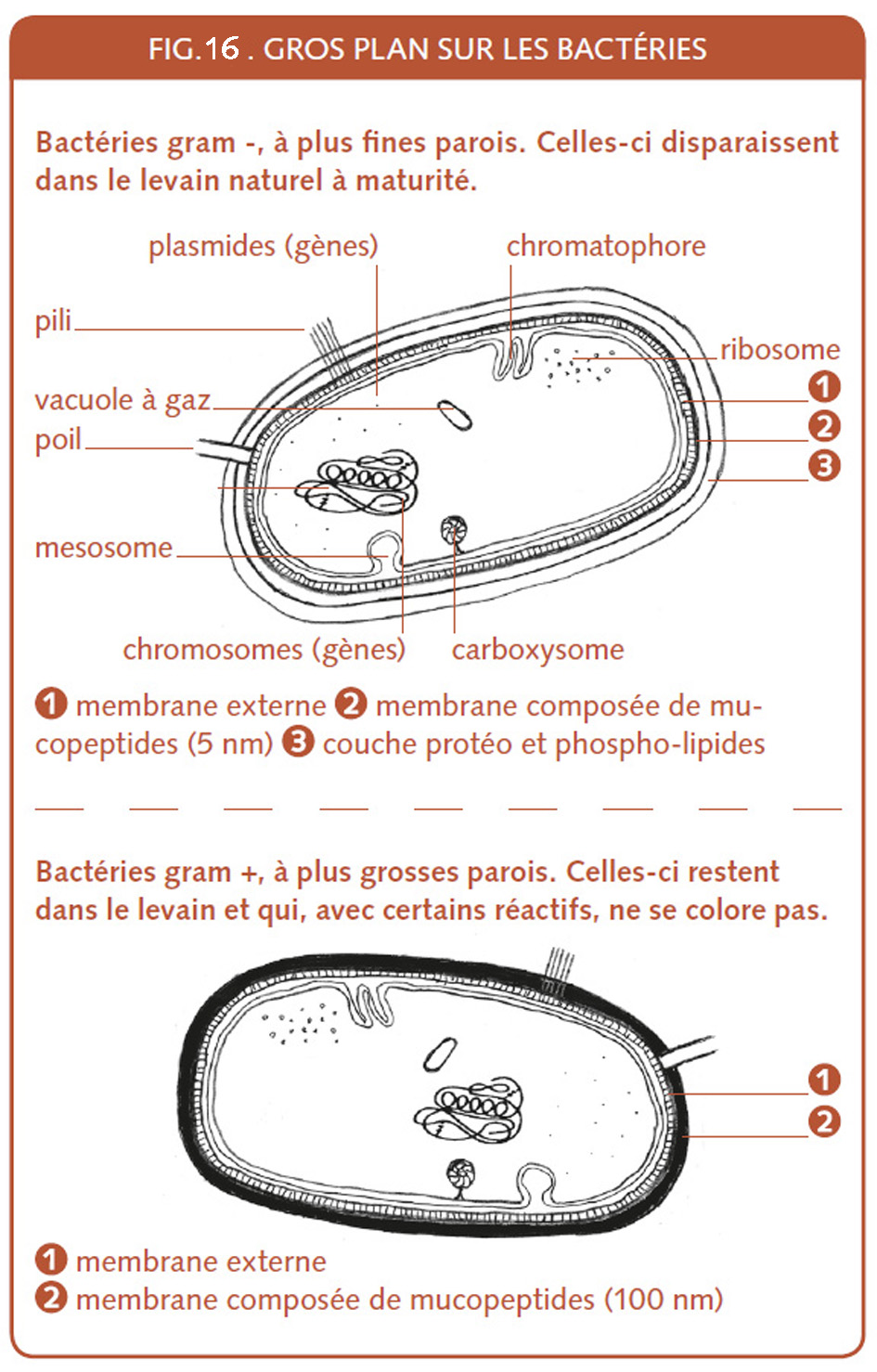
Les bacilles sont des microorganismes unicellulaires comme la levure, mais ils ne possèdent pas de noyau, de ce fait on les dénomme procaryotes. Le matériel génétique se trouve réparti à l’intérieur (fig.16).
Ceux que l’on rencontre dans le levain de panification s’appellent les bactéries lactiques.
Dans les types de bactéries lactiques rencontrées dans le levain de panification, on distingue deux voies fermentaires (fig.20 dans XVI.9.2.2). Une que l’on dénomme voie homofermentaire, puisqu’en fermentant les sucres, elle ne produit qu’un type d’acide, l’acide lactique. L’autre voie fermentaire est la voie hétérofermentaire qui, en fermentant les sucres, produit du gaz carbonique, de l’acide lactique, de l’acide acétique ou de l’alcool.
Ainsi dans les bactéries lactiques certaines seront homofermentaires strictes (ne produisant que de l’acide lactique), d’autres fermenteront les sucres hexoses (glucose et fructose) en acide lactique et les sucres pentoses (xylose et arabinose) en acide lactique et acétique et dès lors, elles seront classées comme des hétérofermentaires facultatives. Enfin le troisième type de bactéries lactiques seront hétérofermentaires strictes en fermentant les sucres (pentoses et hexoses) de la farine en acide lactique, acide acétique, gaz carbonique et parfois alcool (VIII.8).
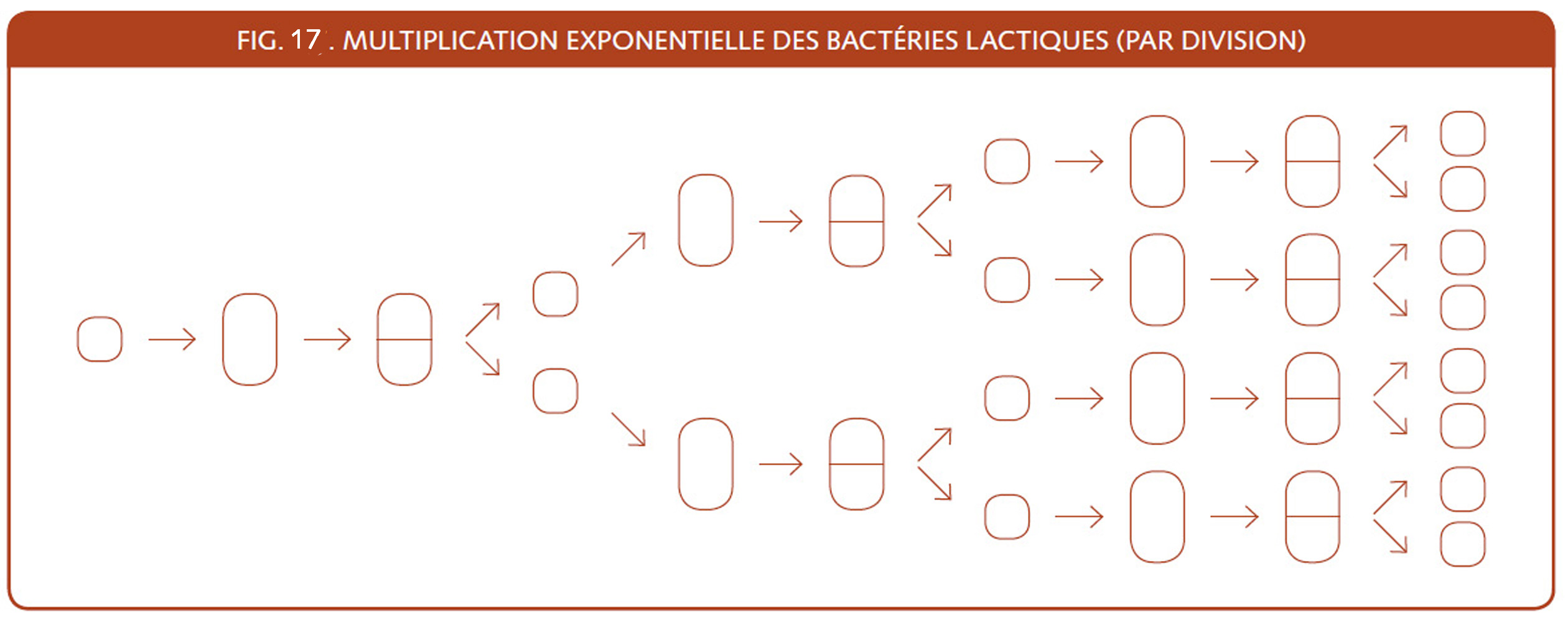
Elles se reproduisent par scissiparité (fig.17), c’est-à-dire en se séparant en deux parties. En se multipliant de manière exponentielle et dans leurs meilleures conditions (pH, température et substrat en suffisance, etc.), ces acolytes invisibles peuvent générer toutes les vingt minutes et donner jusqu’à 285 milliards de semblables en 24 heures[86].
Les bactéries lactiques sont soit en forme de batonnets (lactobacilles), soit de forme ronde : pédiocoques, leuconostocs ou entérocoques par exemple. Ce sont les danois V.Storch et Sigurd Orla-Jensen (« l’homme qui a inventé les trous dans le fromage ») qui, entre 1890 et 1919, posèrent les bases de la taxonomie (classement) des bactéries[87].
Du fait de l’avancée de la biologie moléculaire, la classification est régulièrement remise en question depuis 1923 dans la Bergey’s Manual Systematic Bacteriology établie aux états-Unis. En 2020, une refonte de classification des lactobacillus comptant 25 genres, dont 23 nouvelles dénominations a nécessité une complète révision des apellations. Lactobacillus San Francisco en est devenu depuis Fructolactobacillus San Francisco par exemple. Pour mettre à jour il est possible de consulter des banques de données[88].
Au fil de la maturation et de l’évolution sélective des bactéries lactiques dans l’élaboration du levain chef, ce seront les bactéries dites gram+, qui ont de plus grosses parois, qui s’imposeront (fig. 16 et chapitre XVII.4.1).
Toutes ces bactéries lactiques peuvent produire de l’acide lactique, soit L (Lévogyre, faisant tourner la lumière vers la gauche), participant au métabolisme de manière positive, soit D (Dextrogyre, la faisant tourner vers la droite) ; d’autres sont dites racémiques, c’est-à-dire que les effets lévogyre et dextrogyre s’annihilent.
L’inoculation exogène des ferments lactiques sélectionnés en alimentaire débute dans les années 1970 et assez vite après, des firmes pratiquant le génie génétique vont développer des générations de ferments dites de mieux en mieux définies et reproductibles. Ils sont présent plutôt en fromagerie qu’en boulangerie, où les ferments lactiques sont le plus souvent seuls, c’est à dire, sans côtoyer d’autres dans la préparation notamment la fermentation alcoolique des levures.
Il existe pour les bactéries un risque viral qui fait perdre le ferment par l’attaque de phages. Les bactériophages sont des virus qui utilisent les bactéries pour leur croissance. En règle général, les bactériophages ont une grande spécificité d’hôte et infectent seulement certaines souches de bactéries plus sensibles que d’autres.
Les phages lytiques (qui dégradent) injectent leur matériel génétique (acides nucléiques Adn ou Arn) dans la cellule des bactéries lactiques qu’ils intègrent (squattent) dans l’espace chromosomique de l’hôte.
Le bactériophage lytique va généralement se multiplier plus vite son génome que celui de la souche hôte. Cela peut entraîner l’infection dans les process de fermentation, et ainsi retarder ou faire échouer complètement une production.
Bien que les bactériophages ont été décrits avec leurs spécificités sur l’hôte contre ldes lactobacilles identifiés dans le levain de panification, l’infection du phage est pratiquement inconnue dans les fermentations industrielles de panification. Il est normal aussi que le starter de levain de plusieurs cultures pures de lactobacilles a une résistance moins limitée à l’infection du phage que le starter de levain d’un seule culture pure de lactobacilles.
La multiplication du phage semble liée à la limite de certains paramètres, notamment par la consistance de la pâte. En pâte solide, cela limite la diffusion des particules de phage et on n’a observé dans des levains durs de froment (hydratation d’environ 60 %) aucune amplification de phage, tandis qu’à 220 % d’hydratation (levain liquide et pompable), le phage pourrait plus facilement se multiplier. Dans les entreprises où l’on a des systèmes de fermenteurs à levain automatisés, l’infection par les phages est considérée comme une des causes possibles de perturbation de la fermentation[89].
Les bactéries lactiques sont plus petites en tailles, de 0,2 à 2 millième de millimètre ou microns, soit deux à trois fois plus petites que les levures. Mais un peu comme la fable du lièvre et de la tortue, la bactérie lactique, même sans noyau, et plus petite que la levure, sait tenir la distance, alors que la vorace levure est rapide, mais aura du mal sur un long parcours. C’est comme si dans la consommation des sucres simples disponibles dans la farine la « grosse » levure est taillée pour le sprint, tandis que la « petite » bactérie lactique le serait pour le marathon (XVI.10.2.2 et XVI.10.2.3).
XV.8.1. La symbiose dite harmonieuse du levain
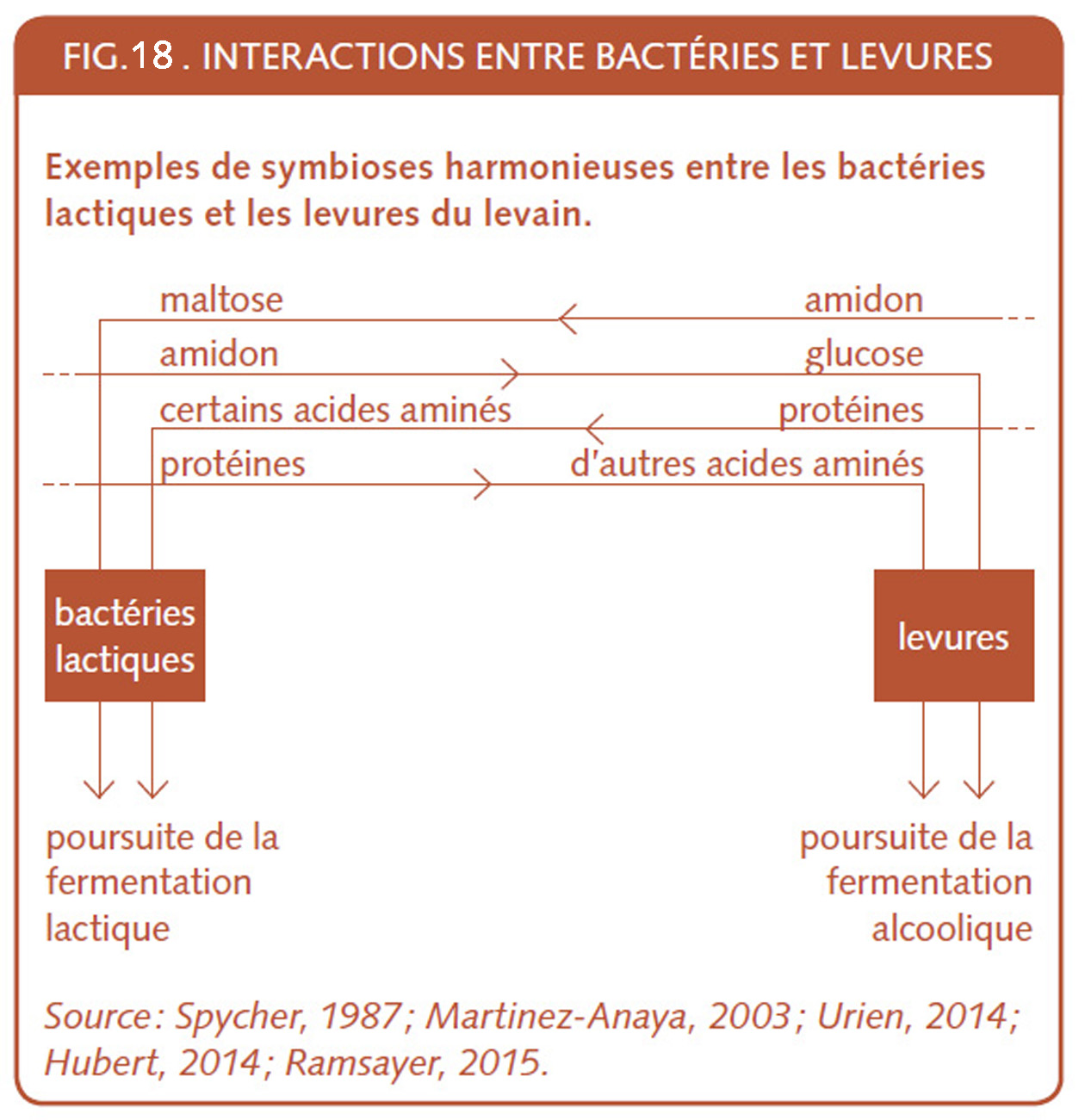
La beauté du levain de panification est cette définition dite de symbiose harmonieuse où doivent se conjuger bactéries lactiques et levures, produisant fermentation lactique et fermentation alcoolique.
 La symbiose à mutualisme obligatoire est définie de manière assez judicieuse par la botanique. La roumaine Savulescu donne une formule imagée de la symbiose harmonieuse : « Comme le mariage chez les humains, la symbiose chez les plantes implique en permanence de mutuelles concessions[90] ». Le spécialiste en biologie végétale Bernard Boullard doute « de l’existence réelle d’une frontière nette entre la lutte et l’entraide au sein du règne végétal ». « Ce que la réalité perd ici en romantisme, elle le gagne en idéalisme[91] », dit-il.
La symbiose à mutualisme obligatoire est définie de manière assez judicieuse par la botanique. La roumaine Savulescu donne une formule imagée de la symbiose harmonieuse : « Comme le mariage chez les humains, la symbiose chez les plantes implique en permanence de mutuelles concessions[90] ». Le spécialiste en biologie végétale Bernard Boullard doute « de l’existence réelle d’une frontière nette entre la lutte et l’entraide au sein du règne végétal ». « Ce que la réalité perd ici en romantisme, elle le gagne en idéalisme[91] », dit-il.
Un exemple au sein du levain. Si l’on sait que l’on conserve par l’alcool et que les levures du levain en produisent, arrivées à une production maximale de cinq millilitres, elles ont créé assez d’alcool pour empêcher certains microorganismes d’être à l’aise dans le milieu alcoolisé, mais à ce seuil de 5 % d’alcool, les levures elles-mêmes, ne savent plus évoluer[92] et même par après s’auto-détruisent (XVII.3). On le sait également, les bactéries lactiques produisent suffisamment d’acide pour inhiber l’action des microorganismes et arriver en position de conservation plutôt que de fermentation avec le maximum d’acides organiques produits.
Dans le levain, existe-t-il une guerre entre producteurs d’alcool et producteurs d’acides organiques ? Probablement pas, tant que le boulanger intervient en revivifiant la fermentation par l’apport de rafraîchis composés de farine et eau. Mais il est certain que sans rafraîchi, si le levain se conserve à longue échéance, c’est l’acidification qui l’assure, pas l’alcool.
Ce qui est peu relevé c’est que la plupart des levures « sauvages » du levain (mis à part saccharomyces cerevisae par exemple) ne savent pas fermenter le maltose et elles le laissent ainsi pour les bactéries lactiques qui elles n’assimilent pas bien le glucose. Il faut alors remarquer que si il n’y a pas de compétition sur le substrat alimentaire, levures et bactéries ont plus de chance de s’entendre et vivre de manière plus harmonieuse dans le levain[93].
Les bactéries lactiques du levain vont produirent des acides lactiques et/ou acétiques. Ce dernier acide plus volatil sera plus ou moins accepté par les levures suivant les espèces, il peut même avoir un effet inhibiteur[94]. Autre point jouant sur la coexistence dans un levain, la production de bactériocines (antibiotiques) par les bactéries du levain. Cela sera aussi différement acceptée par les espèces de levures du levain.
Il y a encore la dégradation des protéines de la farine par la microflore et spécifiquement les bactéries qui mettra à disposition des acides aminés nécessaires à la croissance des levures du levain ou réciproquement des levures pour les bactéries lactiques. Encore que ces dégradations soient aussi endogènes (se pratiquant à l’intérieur des cellules de microorganismes).
Bien sûr, d’autres paramètres externes peuvent jouer leur rôle comme la température, le type de farine, le taux d’hydratation, le niveau d’acidité, la pression osmotique avec l’ajout de sel et sont autant de bonnes ou mauvaises influences, en tout cas des variables qui font qu’il est bien difficile voire impossible de contrôler tellement cela interfère suivant le ou les couples de bactéries lactiques et de levures du levain présents.
Gottfried Spicher[95], puis Antonia Martinez-Anaya[96] ont consacré à l’aspect symbiotique de la fermentation levain, des approches scientifiques sans toutefois pouvoir en déduire des applications.
Il n’y a que le pied de souche dont on dit qu’il date de 1849, du levain de la boulangerie Boudin, actuellement quai des pêcheurs à San Francisco, qui au bout de ces 170 ans de vie commune, a une association entre une seule espèce de bactérie lactique et une seule espèce de levure du levain. Ce qui nous apprend que le couple des types de microorganimes (bactéries et levures) sont devenus toujours plus auxiliaires l’une pour l’autre avec le temps. Soit dans la microflore de cette vieille souche de levain, il existe moins de diversité mais plus de complémtarité, un vieux couple en quelque sorte.
XV.9. Critique des « démarreurs-starters » de levain face à la définition de celui-ci.
Pour quelles raisons existent les levains séchés et les starters ? Quelles sont leurs utilités ? Vous pourrez peut être dire aucune, si vous avez la compétence professionnelle suffisante pour savoir démarrer un nouveau levain-chef (XVII.4) ou simplement le recevoir en héritage. Aucune non plus, si vous désirez relever le défi (car c’en est un) de faire lever la pâte par auto-fermentation, sans ajout de levure et d’acquérir un savoir-faire.
Dès lors, la lecture de ce sous-chapitre consacré aux « starters » pourrait s’arrêter ici ! Alors pourquoi ces levains séchés et starters sont-ils sur le marché ?
Pour celui qui a besoin de méthode précise à faire exécuter par du personnel peu au fait de la fermentation au levain et dont la rotation d’employés implique des règles strictes à respecter pour obtenir une régularité. Cette même régularité et l’obligation de réussir un produit commercialisable font que tout professionnel néophyte ne voulant pas prendre de risque et manquant de formation dans les méthodes de travail au levain peut trouver dans son apprentissage une aide utile dans ces produits « démarreurs » de levain.
Enfin, une des raisons, et pas la moindre, c’est que dans les conditions économiques et sociales actuelles, le recours à cette ancienne méthode de panification ne peut pas se faire avec de bas salaires, sans savoir-faire et parfois manque de repos du aux horaires coupés.
C’est pourquoi la rationalisation des procédés (emploi de starters et fermenteurs) est dès lors envisagée par les firmes d’équipementiers ou spécialisées en avant-produits de boulangerie.
L’objectif est de ne pas perdre l’esprit et les qualités du levain originel tout en évoluant techniquement. Un challenge que l’on espère aussi éthique. Ce sera l’enjeu des produits que sont les levains séchés et starters de culture pures, et notre rôle de rédacteur et le vôtre de lecteur essayera de cerner au mieux cet enjeu.
C’est clair qu’actuellement pour des raisons tantôt hygiéniques, tantôt pratiques surtout pour l’industrie, l’heure est au contrôle des fermentations par ensemencement massif. En boulangerie, le démarrage d’un nouveau levain-chef n’a jamais complètement rassuré le professionnel qui s’y lance (XV.7).
On sait que déjà les mageiros grecs et romains vivant en pays vinicole essayaient de conserver dans des amphores le moût de raisin fermenté lors des vendanges, en séchant au soleil l’écume et la mélangeant avec de la farine de millet. Du son (enveloppe du blé) mélangé à du moût de trois jours est également cité[97]. Chez les Romains, on parle aussi de bouillie d’orge rôtie conservée hermétiquement sans sel[98].
Alors comment définir la qualité d’un levain et de son « démarreur », qui plus est avec une option écologique ? Est-ce rassurant ? Mais à mon avis, il n’existe pas de définition où la connaissance toute scientifique qu’elle soit, puisse statuer et conclure. Mais que cela ne nous empêche pas de faire l’état des connaissances dans le domaine. Pour sa définition microbiologique, il fallait faire passer un contrôle d’identité au levain naturel[99] avant de pouvoir le reproduire ou reconstituer et ainsi contrôler une fermentation panaire au levain par ensemencement de ferment.
| fig.19. Composition de la microflore de différents levains relevés autour du Monde | ||||
| Auteurs et
année de l’étude |
Type de farine | Pays de l’étude | Composition de la microflore | |
| Levures | Bactéries lactiques | |||
| Sugihara et Kline
en 1970 |
Froment américain | San Francisco
U.S.A. |
Sacch. Exiguus
Sacch.inusitatus |
Lact.b.sanfranciscensis |
| Azar et al.
en 1977 |
Froment pour pain plat sangak | Téhéran
Iran |
Toru.candida
Tor.colliculosa |
Lact.b plantarum
Lact.b brevis Leucono.mensenteroides Pédiocoque cerevisae |
| Spicher et al.
en 1977 |
Seigle | Allemagne | Candida krusei Sacch.cerevisae
Sacch.exiguus Pichia Satoï |
Lact.b acidophilus
Lact.b casei Lact.b plantarum Lact.b brevis Lact.b buchneri Lact b fermentum |
| Hardy
en 1982 |
Froment | Paris
France |
Candida tropicalis
Candida holmii Sacch. Dairensis |
Lact b delbrueckii
Lact.b acidophilus Lact. B brevis Lact.b buchneri Lact. B fermentum Pedioc.cerevisae |
| Salovaarä et al.
en 1984 |
Seigle | Finlande | Candida holmii
Sacch. cerevisae |
Lact.b acidophilus
Lact.b plantarum |
| Ottogalli et al.
en 1982 |
Froment et pâte jaune (panettone) | Italie | Sacch.fragilis
Sacch.cerevisae Sacch.exiguus |
Lact.b plantarum
Lact.b brevis Leuconostoc non précisé |
| Cantarelli
en 1974 |
||||
| Kazanskaya et al.
en 1983 |
Seigle, levain spontané de boulangerie russe | Ex-U.R.S.S. | Sacch.exigus
Appelé ici Sach. Minor |
Lact.b brevis
Lact. plantarum Lact.b casei Lact.b fermentum |
| Löenner et al.
en 1986 |
Seigle, levain spontané | Suède | Sacch.Delbrueckii | Lact.b alimentarus
Lact.b xylosus Pédioc.pentosaceus |
| Doma et al.
en 1984 |
Pain Balady fait à l’aide de starters « Sultani » | Égypte | Sacch.cerevisae
Candida lambica Candida famata Candida pelliculosa Cand.colliculosa Geotrichum candidum Debrayomic.polymorphus |
Lact.b brevis
Lact.b fermentum Lact.b plantarum |
| Hamad et al.
en 1992 |
Levain au sorgho avec starter pour pain plat | Soudan | Candida krusei | Lact.b fermentum
Lact.b amylovorus Lact.b reuteri |
| Barber et Bãguena
en 1988 |
Levain de laboratoire à l’eau de son | Valence
Espagne |
Saccha.cerevisae
Candida boidinii Rhodotorula glutinis |
Streptocoque faecium
Lact b plantarum Leuconos.mensenteroides |
| D’après un tableau réalisé pour une étude de 1996, intitulée « Les “starters” de levain & les levains séchés, nécessité ?, nouveauté !, utilité ?, facilité ! », distribuée au sein de l’association bio-panem. Tableau basé au départ sur celui de Onno, 1993, puis complété par plusieurs enquêtes. | ||||
Les enquêtes sur la microflore du levain allaient vite trouver ce qu’elles cherchaient, c’est-à-dire un caractère universel des levains. De la Russie au Soudan, de San Francisco à Téhéran en passant par l’Europe, la microflore des levains avait comme particularité d’être composée du couple bactéries lactiques/levures (fig.18).
De manière générale, les bactéries lactiques sont majoritaires dans un rapport variant d’une levure pour cinquante bactéries lactiques et dans les extrêmes à, (au plus bas), un levure pour une bactérie à, au plus haut, deux millions de bactéries[100]. Les conditions de culture (conservation, temps de maturité, dose d’ensemencement, taux d’hydratation, types de céréales moulues, taux d’extraction des farines, ajout d’autres composants, etc.) multiplient à souhait les variantes pour ce type d’analyses.
Sur le nombre de cellules, nous verrons plus loin au chapitre starters de cultures pures (XV.11) que pour des raisons de maîtrise ou domination de la fermentation par ensemencement supérieur en nombre, le chiffre de cellules à atteindre est d’une dizaine de milliards minimum (XVII.2) au gramme de matières sèches.
Les définitions officieuses allemandes et officielle française sont à consulter pour cette évaluation de l’identité du levain. En 1977, les troisièmes journées scientifiques sur le pain donne l’occasion à une équipe de spécialistes de rédiger le recueil des usages pour le pain en France. « Son élaboration a demandé beaucoup de temps, non pas que la tâche ait présenté beaucoup de difficultés, mais parce que les participants ont voulu aller au fond des choses tout en condensant au maximum leurs textes, mais surtout qu’il était difficile de les réunir ensemble tant leurs occupations personnelles les accaparent[101]. » On retient surtout dans ces définitions du recueil des usages au point 3.3.3. que le mélange de base farine, eau ne doit pas avoir « d’ apport de levures industrielles », auquel cas il ne peut pas être appelé « pain au levain ». Et au point 6.3.5.1. le levain est défini comme « une pâte en fermentation, à réaction acide, provenant au départ d’un mélange de farine et d’eau, sans apport volontaire de levures et perpétuée à partir de ce mélange, une fois qu’il a subi une fermentation spontanée, par des additions de farine et d’eau conduites de façon méthodique. Ces « rafraichissements” successifs provoquent la sélection de la flore microbienne des levains qui est constituée par la symbiose de bactéries acidifiantes – lactiques et acétiques – et de levures[102] ».
En 1988, le recueil est légèrement remanié en code des usages concernant le pain en France.
Une proposition de la commission Industries des céréales du Cnerna va faire évoluer la définition française du levain[103] lors du décret du 13 septembre 1993. Autant l’article sur le pain de tradition française était comme un décret marquant une ouverture vers une ère postindustrielle, autant l’article définissant le levain allait en sens inverse (IX.8) en avalisant des évolutions technologiques (starters) et autorisant l’ajout de 0,2 % de levure à la pétrissée (dénommé comme une « pratique répandue »). Les mesures de contrôle du décret légiférant sur le levain lui imposeront d’atteindre le pH 4,3 et surtout une teneur en acide acétique endogène de la mie (donc, pas par ajout d’acide acétique de synthèse) de 900 ppm. Critères que l’on réprouve par ailleurs (IX.8).
Après la définition française, voyons celle des Allemands : « Le levain est une pâte dont les microorganismes sont vivants ou réactivables. Après adjonction de produits céréaliers et eau, ils sont capables de produire une acidification continue. Des parties de levain peuvent être utilisées comme levain-chef afin de faire d’autres levains. L’activité des microorganismes s’arrête à la cuisson ou à l’extrusion à chaud. L’augmentation de l’acidité du levain se produit exclusivement par sa fermentation. » On remarque là que les ajouts de produits aromatisants ou acidifiants sont exclus au profit d’une acidification qui doit être obtenue par voie fermentaire.
C’est l’Allemagne qui classifiera les levains pour le pain, en ajoutant même la fermentation levure en Type 0.
| fig.20. Venue en premier d’Allemagne, une classification des procédés au levain
Basée d’après divers technologies et sur des aspects microbiologiques |
||||
| Caractéristiques | TYPE I | TYPE II | TYPE III | TYPE 0 |
| Ferments, Levain-chef ou starters | Levain traditionnel en processus continu | Ferment lactique en processus continu
Souvent industriel |
Cultures de levain déshydraté
Élaboré par starter |
Levure de boulangerie employée en pâte
pré-fermentée |
| Substrat Matières premières | Froment ou Seigle | Plutôt pour Seigle | Froment ou Seigle | Plutôt pour Froment |
| Durée du procédé | Rafraîchi tout-point de 4 à 16 h. de 25 °C à 35 °C | Rafraîchi tout-point de 1 à 7 h.
à plus de 20 °C |
Rafraîchi tout-point de 1 à 7 h.
à plus de 20 °C |
Pré-pâte maturée durant 3 à 24 h. |
| Microflore | Lactobacilles et levures endogènes du levain | Lactobacilles sélectionnées et en petite partie des levures environnantes | Lactobacilles sélectionnées et
en petite partie des levures environnantes |
Levure de boulangerie dominante.
Avec 106 à 108 au gramme de bactéries lactiques |
| Valeur pH et en acides typiques | pH 3,5 à 4
Teneur moyenne en acide (5 – 20 ) |
pH 3,2 à 3,8
Haute teneur en acide ( > 20 ) |
pH 3,2 à 3,8
Haute teneur en acide ( > 20 ) |
pH 3,5 à 5,0
Faible teneur en acide (> 7) |
| Utilisation comme levain-chef pour de futurs levains | Approprié | Ne convient pas | Approprié | Ne convient pas |
| Contraintes et dispenses d’utilisations | Variabilité et main d’œuvre qualifiée | Rationalisation et régularité par achat. Avec ajout de levure à la pétrissée | Rationalisation, mais pas d’activité fermentaire si employé comme aromatisant | Pré-ferment à la levure n’atteint pas les avantages de la fermentation au levain |
| Respect des critères du décret français du levain | Peut atteindre les critères | Peut atteindre les critères, sauf s’il ne s’agit que de ferments lactiques. | N’atteint pas les critères, si utilisé comme arome (ajout séché et sans fermentation) | N’atteint pas les critères, pH 4,3 et 900 ppm d’acide acétique endogène du décret français |
| Efficacité technique en boulangerie | Force de pousse
Acidité Produit de qualité |
Amplificateur de fermentation
Acidification Produit de qualité |
Moyen d’acidification Démarrage de culture | Force de pousse
Produits de qualité |
| D’après une compilation de Brandt et Gänzle, 2006, publiant et modifiant une étude de Böcker et al., de 1995, plus les approches, italienne de Corsetti et Settanni, 2007, et française d’Onno et al. 2009. | ||||
XV.10. Les levains séchés.
Les procédés de séchage d’un levain qui compte le couple levures/bactéries lactiques vont fort défavoriser le nombre de germes et les levures en particulier dans le rapport que celles-ci ont avec les bactéries lactiques au sein du levain (XV.8.1).
Le starter de levain de San Francisco défini par Kline est certes composé du lactobacille San Francisciensis, mais la levure sauvage Candida Milleri est généralement remplacée par la levure Saccharomyces cerevisae de l’industrie levurière, puisque la levure « sauvage » ne survit pas à la lyophilisation[104].
Une enquête de 1949 mentionnait une perte de 99,98 % de cellules de levures à la lyophilisation, qui ne pouvait à l’époque être considérée comme une méthode de conservation[105].
Lyophiliser consiste à sécher par le froid négatif (entre -20 et -80 °C), c’est une technique différente de séchage progressif opérée pour la levure sèche (XV.6). Dans une phase de ce procédé, la glace est transformée en vapeur d’eau, ce qui s’appelle « sublimation ».
La population globale relevée après dessiccation ou lyophilisation dépasse rarement le million de cellules au gramme de matière. Les conditions de séchage, de conservation et de réhydratation influencent déjà différemment la survie des divers genres et espèces de bactéries lactiques les moins vulnérables[106]. C’est encore plus délicat pour les levures, dont la viabilité au cours du séchage dépend de l’état de bourgeonnement de la culture[107].
Certes avec le levain séché, on évite la population initiale des moisissures et bactéries aérogènes présente au début de l’élaboration d’un nouveau levain-chef (XVIII.4).
Cela peut assurer un démarrage moins aléatoire et donne un pied de souche qui oriente l’identité du levain… et du pain.
L’emploi du produit commercial Backferment en Allemagne révèle cette influence du pied de souche chez les boulangers qui emploient ce type de « levain séché ». Pour un pain complet, une mie serrée avec des alvéoles de formes petites et rondes se rencontre comme traits communs à ceux qui l’utilisent.
De tous les levains séchés, c’est le Backferment qui pose le plus de questions, puisqu’il est issu de l’école biodynamique et largement inspiré par celle-ci. Une petite difficulté est la multitude de dénominations qu’il porte. Ferment biodynamique, ferment d’Hugo Erbé, ami et contemporain de Rudolf Steiner, musicien et inventeur à ses heures qui s’inspira d’une voie créé par le boulanger Paul Burghardt de Stuttgart. Ada Pokorny[108] en écrira l’application bien plus tard au Centre biodynamique de Darmstadt (d’où parfois le nom de, ferment de Darmstadt) et la firme Backtechnik de Florstadt près de Francfort mit en marche sa fabrication et sa commercialisation. Dans le cadre d’une évaluation pour admission dans un cahier des charges, nous avons eu l’occasion de rendre visite en août 1990 à la famille Seibold à Florstadt, mais la difficulté d’à la fois traduire de l’allemand et interpréter les vues bio-dynamistes ne nous ont pas permis d’apporter un discernement que nous voulions inévitablement rationnel.
Le ferment « Erbé » se définit lui-même comme un Teiglockerungsmittel qui traduit littéralement signifie Moyen d’ameublement de la pâte, nous dirions peut-être en français « moyen de force de pousse » ou d’alvéolage.
Ce ferment est fondé sur le concept bio-dynamiste qui considère que la fermentation de la pâte ensemencée à la levure nous a apporté la « majorité » en nous permettant une nouvelle culture à chaque journée, réalisant une indépendance comparativement à une fermentation issue de « levain mère ». Notre époque, suivant Xavier Florin, chercheur biodynamiste français[109] veut passer de la « majorité » à la « maturité », en continuant cette même indépendance mais sur une base plus « auto-fermentation spontanée ». La recherche de Xavier Florin s’axe, selon lui, vers une fermentation spontanée dirigée sur les polarités du miel et du sel. Ces miel et sel que l’on retrouve dans la composition du ferment Erbé mis en fermentation spontanée durant 14 jours sur une base de farine de céréales et de légumineuses (pois). Le résultat est ensuite gefriedgetrocknet, c’est-à-dire séché à froid ou lyophilisé.
Du fait qu’il est issu de l’école biodynamiste, une des plus grandes (si pas la plus grande) créatrices de concept dans le mode de production biologique, le ferment « Erbé » a longtemps joui d’un régime de faveur au sein des cahiers de charges privés de l’agriculture biologique[110]. Avec l’évolution du marché, peut-on encore différencier le ferment « Erbé » d’autres produits commerciaux ? On a tendance à le faire entrer dans la classification, côté « levains séchés ».
La plus grande critique que l’on pourrait lui adresser est celle de la dépendance commerciale qu’il entraine. Critique issue du même concept biodynamiste.
Les levains séchés auront du fait de leur vécu de dessiccation une population assez semblable que celle contenue dans une farine intégrale à la différence que la farine a une présence de moisissures et plus de bactéries aérobies alors que le levain séché a majoritairement des bactéries anaérobies.
| fig.21. Nombre de cellules de microorganismes contenus dans 1 g.
Pour mieux juger l’effet de contrôle de la fermentation par la domination du nombre de cellules inoculées |
||
| Type de ferments inoculés
au gramme de matière première |
Nombre de cellules
de bactéries lactiques |
Nombre de cellules
de levures |
| Microflore de levains tout-point naturels | ± 100.000.000 | ± 2.000.000 (« sauvages ») |
| Starters de culture pures mixtes | ± 10.000.000.000 | ± 100.000.000 (parfois +) |
| Starter de culture de bactéries lactiques | ± 10.000.000.000 | traces |
| Levures de boulangerie | traces | ± 10.000.000.000 |
| Levains séchés | 50.000 à 2.000.000 | Entre 100 et 300 |
| Chiffres minimum du décret levain français | 1.000.000.000 | 1 à 10.000.000 |
| Teneur naturelle dans la farine T 150
Teneur naturelle dans un farine T 55 |
± 6.000 (plutôt aérobies)
± 300 (plutôt aérobies) |
± 30.000 (« sauvages »)
± 1.000 (« sauvages ») |
| D’après diverses sources dont Poitrenaud, 1994 b, Spicher et Stephan, 1987, Bois, 1992 cité dans Onno 1993 et publicités de firmes de starters de levain et de levure de panification. | ||
Il est parfois prétentieux de voir écrit que certains levains séchés désactivés ou toastés sont dits « réactivables ». On ne peut que dire oui, parce que tout est réactivable en fermentation. Comme on dit par ailleurs que tout est « biodégradable ». Il faut quelques mois à une pelure d’orange ou un morceau de papier pour se dégrader dans la nature, 4 000 ans pour une bouteille de verre, mais peut-on vraiment prétendre que cette dernière est biodégradable pour la cause ?
| Fig.22. Un peu de connaissances sur la microbiologie des levains séchés d’usage commercial, comparée à l’examen microbiologique d’une farine pour nourrissons | |||
| Sortes de levains séchés
ou de farines spéciales |
Teneurs en germes microbiens au gramme | Rapport levure/bactéries
sur base d’une levure |
|
| Bactéries lactiques | Levures | ||
| Levain séché | 70.000 | < 10 | 1/ 70.000 |
| Levain séché | 250.000 | < 10 | 1/ 250.000 |
| Levain séché | 24.000 | < 10 | 1/ 24.000 |
| Levain séché | 40 | 300 | 7/ 1 |
| Levain séché | 2.400.000 | 140 | 1/ 17.000 |
| Levain séché | 460 | < 10 | 1/ 460 |
| Norme maximum pour une farine destinée à un aliment pour nourrissons | 70.000 | 1.000 | 1/ 70 |
| + 3.000 moisissures | |||
| D’après Spicher, 1993 pour levains séchés et Richard-Mollard, Cahagnier, 1975 pour la farine infantile. | |||
Le pire emploi du mot « levain » en boulangerie est celui où on introduit du levain séché dans une pâte sans faire subir une fermentation à celle-ci, en l’ajoutant à raison de 5 % par rapport au kilo de farine dans une panification en direct à la levure. Dans ce cas, ce sont au plus des produits aromatiques, puisque comme le déclarait une firme d’avant-produits de boulangerie : « les exigences actuelles en matière de rentabilité ont fait que le secteur de la boulangerie a dû s’adapter en accélérant le processus de panification ». Alors cette firme d’avant-produits a « cherché à compenser ce déficit en temps et en saveur/arôme, en développant une famille de produits aromatiques, fruits de levains naturels à base de froment ou de seigle séchés selon un procédé [dit] exclusif ».
La déshydratation du levain pâteux peut s’effectuer sur cylindres chromés en rotation et chauffés à plus de 200 °C. Suivant la température et le temps de contact on obtient des notes différentes dites de malté, grillé, toasté, torréfié, caramélisé, ainsi que des couleurs différentes[111].
On projette le levain liquide sur les cylindres chauffés où l’eau s’évapore instantanément. Le levain est séché puis séparé par raclage transversal jusqu’à obtenir un taux de matières sèches de 90 à 95 % concentrant acides et arômes, avec une mortalité cellulaire ne permettant pas l’appellation pain au levain au sens du décret français de 1993[112].
Des enquêtes de Gottfried Spicher en 1985 sur les teneurs en germes de levains séchés donnent les diverses teneurs en germes des six échantillons de levains séchés analysés[113]. Ils sont comparés à la teneur en germes maximale autorisée pour une farine infantile, dont les normes sont strictes[114]. On y remarque (fig.22), une présence de moisissures maximale autorisée pour la farine destinée aux nourrissons, alors que les levains séchés n’en comptent pas. Les levains séchés sont, à la limite, plus hygiéniques que la farine infantile.
Il est toutefois possible de réactiver un levain séché qui a subi de forts traitements thermiques en le faisant passer en panification indirecte par plusieurs rafraîchis les jours précédents, c’est le côté ré-activable énoncés précédemment, nous aborderons cela plus loin (XVIII.6).
| fig.23. Comparaison d’élaboration à l’aide d’un levain commercial
par rapport à la confection d’un levain-chef élaboré artisanalement |
||||
| Compte à rebours d’une maturation de levain-chef,
prêt à l’emploi |
Confection du levain-chef artisanal | élaboration avec starter de levain en culture pure | élaboration à l’aide d’un levain séché
(en indirect) |
Emploi de levain séché
(en direct), hors décret Fr |
| Jour moins 5 | ||||
| Jour moins 4 | ||||
| Jour moins 3 | ||||
| Jour moins 2 | Jusqu’à 66% de levain séché / Kg de farine de cette pâte | |||
| Jour moins 1 | 0,5 à 10% de starter / kg
de farine de cette pâte |
|||
| Jour 0
( maturité du levain aboutie ) |
De 5 à 7 % de la farine de la pâte | |||
| D’après les modes d’emplois conseillés par les firmes productrices de starters de levains et levains séchés. | ||||
XV.11. Les starters de cultures pures.
À la différence des levains séchés en Allemagne, ne peut s’appeler déontologiquement starter qu’une culture ayant « dans sa base une sélection de lactobacilles aux qualités spécifiques ou en mélange de culture avec d’autres cultures de lactobacilles, avec ou sans levures. La pâte doit arriver grâce à un très grand nombre de cellules à produire dans un temps relativement court une fermentation lactique et le cas échéant, une fermentation levure peut aussi se transmettre[115]. » Ce produit doit donner un coup de pouce au niveau de l’ensemencement microbien, voire doit être supérieur en nombre de germes afin de dominer et orienter la fermentation.
Comme ces produits ont commencé leurs commercialisations au Nord de l’Europe et sur pâte de seigle dans les années 1980, le besoin d’acidification (XIX.3.2) fera que l’on va privilégier la culture de lactobacilles et ne pas forcément essayer de retrouver l’équilibre levures/bactéries lactiques qui se trouve recensé dans le levain originel.
Ainsi la firme Chr. Hansen, (XVII.6.4) qui débuta en 1874 et lancée par le pharmacien danois Christian Ditlev Ammentorp Hansen, producteur spécialisé des ferments laitiers, (qu’il ne faut pas confondre avec un autre chercheur danois, Emil Christian Hansen, (IX.9 et XVII.6.4), va produire des ferments lactiques consacrés à la boulangerie. Cette firme va même obtenir le prix de l’innovation à Europain en 1996 pour ce travail. Puis le concept « Florapan – ferment panaire » de Chr.Hansen sera échangé en 2001 avec les ferments lactiques charcutiers qu’avait créés la firme canadienne Lallemand[116].
Les ferments Florapan ne comptaient que des cultures pures de bactéries lactiques, à plus ou moins vingt milliards au gramme avec une garantie de 90 % de germes réactivables.
Replongeons-nous en Allemagne avant l’harmonisation ou nivellement législatif européen de la législation sur les additifs en septembre 1996. La législation allemande autorisait une plus large gamme d’ajouts d’acides et souvent dans des doses illimitées pour la panification du seigle. La raison principale de ces emplois et dosages différents d’acides est la plus forte activité enzymatique de la pâte de seigle qui est ainsi « régulée », « calmée » par l’acidification de la pâte (XIX.3.2). L’emploi de ces additifs acidifiants faisait que l’étiquette du pain de seigle emballé a subi un lifting intéressant lorsque tous les E2.. ou E3.. ont été remplacés par le naturlich sauerteig, soit levain naturel.
Ce qui au niveau professionnel est plus noble comme attitude.
| fig.24. L’acidification de la pâte à pain à l’aide d’additifs acidifiants de synthèse
vu par les anciennes législations française et allemande |
|||
| Additifs autorisés en France (pays de froment) avant l’harmonisation européenne de 1997 | Additifs autorisés en Allemagne (pays de seigle) avant l’harmonisation européenne de 1997 | ||
| E 300 acide ascorbique
E 270 acide lactique E 260 acide acétique E 330 acide citrique E 280 acide propionique |
Pas autorisé dans le pain de tradition,
ainsi que tous les acides qui suivent. Autorisé dans la lutte contre le pain filant Autorisé pour le pain de seigle Autorisé pour le pain tranché |
E 300 acide ascorbique
E 270 acide lactique E 260 acide acétique E 330 acide citrique E 280 acide propionique E 296 Acide malique E 297 Acide fumarique E 363 Acide succinique E 334 Acide tartrique E 574 Acide gluconique E 200 Acide sorbique |
|
| La dose autorisée ne dépassait pas les 0,5 % au kilo de farine | Les doses autorisées ne sont limitées que par la mention QS ( c’est-à-dire, Quantité Suffisante).
Sauf pour l’acide sorbique (2g/kg) |
||
| Cette description d’avant 1997 est utilisée principalement non pas pour comparer la France et l’Allemagne, mais pour remarquer les différences générées entre les panifications du froment et du seigle. Ce dernier nécessitant une acidification pour être panifié dans de bonnes règles. | |||
| D’après Ordonnance (allemande) du 22-12-1981 sur l’emploi des denrées alimentaires modifiée le 19-06-1989 et Roussel,1998a | |||
Chaque firme vendant des « starters » voulait à cette époque présenter une souche ou un mélange de souches qui ne produisait pas trop d’acide acétique plutôt que d’éviter celle-ci par le contrôle aléatoire des températures[117].
| fig.25. Relation entre température du levain
avec le rapport acide lactique / acide acétique et goût du pain |
|||
| Température du levain | Rapport entre | Appréciation allemande du goût du pain | |
| Acide lactique | Acide acétique | ||
| 32°C – 37°C | 85 % | 15 % | Un peu acidulé à doux, jusque dans l’arrière goût |
| 24°C – 32°C | 80 % | 20 % | En général, un peu acidulé, goût du pain un peu corsé |
| 20°C – 24°C | 75 % | 25 % | Un peu doux à un peu acidulé dans l’arrière goût, pas pur |
| Onno et Roussel,1994, signale qu’en France, ce rapport sur pâte de froment clair semble indiquer une plus grande dispersion de valeur. Surtout vers moins de production d’acide en global, sur des substrats de farine blanche. | |||
| D’après Spicher et Stephan, 1993, Onno et Roussel, 1994. | |||
Certains starters de levain de cultures pures (Reinzucht-Sauerteig) diront contenir des souches particulièrement efficaces (notamment productrices d’acide propionique) dans la lutte contre les moisissures apparaissant dans le pain coupé emballé[118].
D’autres souches ont la spécificité de tenir à un pH suffisamment bas, vers 3,2 pour permettre de conserver de manière stable, le levain pendant une semaine (Wochensauer, XIX.3.2). Ce qui est utile en terme de réservoir de pâte acide, avec une qualité demeurant intacte tout au long de son utilisation hebdomadaire.
De ces starters de cultures pures, pratiquement plus lactiques que mixtes (c.à.d. : bactéries plus levures), la réponse d’une firme française sera en 1994 plus proche de ce qu’attend le marché du pain au levain de l’hexagone[119]. Le premier ferment (dénommé LV1) connaitra des vicissitudes avec les paramètres du décret français de septembre 1993 (VIII.8). Il est conçu pour une pâte de farine blanche de froment afin d’avoir moins de contrôle sur et par l’acide et plutôt favoriser la culture pure de levures aromatiques (ici, la variété chevalieri du Saccharomyces cerevisae dit aussi Torula Delbruckii).
Il existera dans ce starter un surdosage de cette levure, dont le rapport passe de dix levures « aromatisantes » pour une bactérie lactique. On y respectait la dose minimum de présence de bactéries lactiques (un milliard) du récent décret sur le levain et multipliait par mille la dose minimum de levures autorisées.
Le but avoué de ce ferment est de réaliser un levain tout-point en un minimum de temps.
La dénomination de booster (propulseur) plutôt que starter (démarreur) ne déplaisait pas au concepteur du ferment. La commercialisation du produit, qui impose une culture séchée et à conserver au frais (frigo), fragilise les levures par rapport aux bactéries. Elles sont donc surdosées dans le mélange en prévision de la perte lors de la commercialisation de la firme à la boulangerie.
Pour réaliser ce mélange assez anachronique dans l’offre des starters de cultures pures et comme on sait que les levures vivent mal la conservation et surtout le séchage au froid, la firme française pratique en séchant sur lit fluidisé les levures et les mélangeant ensuite avec les bactéries lyophilisées[120].
L’offre starter de Lesaffre s’étendra après au domaine de la transformation certifiée biologique.
La firme Jacquet (groupe Limagrain) avait dès 1994 mis au point avec l’université de Compiègne un ferment céréalier associé (Fca) qui était cultivé sur farine complète bio pour produire des pains « haute saveur[121] ».
Chez Lesaffre, on se retrouve aussi avec une « crème de levain® ». Par curiosité, j’avais fait ce que j’appelle une analyse d’achat en 2011. Livré en mars, j’avais deux mois pour l’utiliser, cela m’avait couté 3,99 € le litre en bidon de cinq kilos. En comptant le dosage suggéré par la firme (7,5 à 15 % du poids de farine), cela faisait pour chaque pain de cinq cents grammes de farine, entre quinze et trente cents d’€uros, de « crème de levain® ».
Le contenant étant défini comme une préparation de microorganismes vivants du levain : eau, levures du levain, bactéries du levain, farine de seigle, farine de blé malté issus de l’agriculture biologique et de xanthane (E 415). Le Xanthane est une gomme provenant de la fermentation d’un substrat carboné par la bactérie Xanthomonas campestris, résistant bien à l’acide et au froid, permettant d’éviter la sédimentation, soit de garder en suspension les microorganismes pour ne pas avoir plus de germes microbiens dans le fond du bidon et presque pas dans le haut.
C’est d’ailleurs à cause de ce problème de sédimentation que les levuriers proposent souvent des levures moins chères dans leur gamme. Lors des vidanges des fermenteurs, certaines portions contiennent moins de cellules de levure au gramme. Elles sont moins coûteuses à l’achat pour les boulanger(e)s, mais on risque d’en mettre plus pour obtenir le même résultat.
Bien sûr, il est impossible d’établir un relevé exhaustif de toutes les préparations que l’on qualifie de levain sur le marché. En 2008, le Lempa de Rouen a relevé 81 produits de 11 firmes présentes sur le marché français, faisant état du mot « levain » dans leur communication. On y trouve des versions bio, kasher, spécial seigle, froment ou avoine, avec germes de blé. En proposition liquide, pâteuse ou poudre sèche. Bien sur, dévitalisé, toasté, torréfié rencontrant des besoins d’aromatisation douce ou à acidité renforcée, quand ce n’est pas sur la coloration (XVI.8) que se précise l’offre[122].
- Bibliographie du Chapitre XV Levures et StartersP. Boutibonnes, 336 pages. ↑
- https://www.universalis.fr/encyclopedie/fermentations-reperes-chronologiques/ ↑
- P.-J. Malouin, 1767, p. 198, 196. ↑
- P.-J. Malouin, 1767, p. 209. ↑
- P.-J. Malouin, 1767, p. 196. ↑
- A. A. Parmentier, 1778, p. 277. ↑
- P.-J. Malouin, 1767, p. 208. ↑
- A. A. Parmentier, 1778, p. 248. ↑
- P.-J. Malouin, 1767, p. 203, 208. ↑
- A. A. Parmentier, 1778, p. 278. ↑
- M.-C. Frederic, p. 247 ; F. Rozier, p. 417, 423. ↑
- A. A. Parmentier, 1778, p. 247. ↑
- F. Jacob, 357 pages. ↑
- P. Boutibonnes, p. 8. ↑
- F. Jacob, 357 pages. ↑
- A. Jörgensen, p. 245-246. ↑
- É.Ancelet, 270 pages ↑
- A. Béchamp, 992 pages. ↑
- A. A. Parmentier, 1778, p. 317. ↑
- Cécile Thoen, p. 13. ↑
- Pline l’Ancien, Livre XVIII, 12, §4, p. 663. ↑
- A. A. Parmentier, 1778, p. 325, 322. ↑
- A. A. Parmentier, 1778, p. 324, 325. ↑
- O. de Serres, p. 819. ↑
- M. Dewalque, 2016, p.9 à 68 ; J.-P. Blazy, p.49 à 71. ↑
- P.-J. Malouin, 1767, p. 14 ; S.Kaplan, 2020, p.107. ↑
- G.-T. Raynal, F.-M. Grimm, Voltaire, D. Diderot, p. 249-251. ↑
- P.J. Malouin, 1767, p. 14. ↑
- R. Calvel, 1979, p. 158. ↑
- P.J. Malouin, 1767, p. 217. ↑
- P. Jaubert, p. 299. ↑
- A.A. Parmentier, 1778, p. 328 – 329. ↑
- A.A. Parmentier et A.A. Cadet de Vaux, p. 43-44. ↑
- Cécile Thoen, p. 15. ↑
- Gist-Brocades, p. 6. ↑
- Bruggeman S.A., p. 4. ↑
- Nicolas Baudeau, Troisième traité, p. 47. ↑
- Bruggeman S.A., p. 4-5. ↑
- B. Poitrenaud, 1994, p. 164. ↑
- Bruggeman S.A, p. 5. ↑
- E.N. Horsford, p. 87. ↑
- Jim Chevalier, 94 pages. ↑
- L.G. Rancoule, p. 9-10 ; S.Kaplan, 2020, p.301 -304. ↑
- E. Marchoux, p. 12 et 13. ↑
- R. Geoffroy et G. Labour, p. 72. ↑
- Daniel Testard, 1994, p. 33. ↑
- Edouard de Pomiane, p. 10 et p. 25. ↑
- Louis-Charles Engel, p. 36. ↑
- P. Millet et Y. Dougin, p. 45-50. ↑
- B. Poitrenaud, 1994, p. 192. ↑
- P. Clement, p. 222-223 ; B. Poitrenaud, 1994, p. 191. ↑
- B. Poitrenaud, 1994, p. 177. ↑
- B. Poitrenaud, 1994, p. 166. ↑
- B. Poldermans, p. 7. ↑
- H. Heslot, p. 44-45. ↑
- Extrait de la revue Yeast, n°15 de 1999. ↑
- H. Heslot, p. 4. ↑
- J. Poncin, p. 13. ↑
- O. Neyerneuf, 1993, Revue Filière Farine 12-1991, p.24. ↑
- Bi-mensuel, n° 762 Les Nouvelles de la Boulangerie du 15 juin 2009. ↑
- B. Poitrenaud, 1994, p. 171 ; Heslot, p. 6. ↑
- B. Poitrenaud, 1994, p. 171. ↑
- G. Novel, p. 404. ↑
- Fr. Migoya, N.Myhrvold et col., Vol. 2, p.37. ↑
- O. Neyreneuf, 1993, p. 26-27. ↑
- H. Heslot, p. 36-37. ↑
- Fiche technique de la S.A.Bruggeman, reçue lors d’une exposition de boulangerie dans les années 1990. ↑
- Renseignement obtenu de la firme Agrano. ↑
- Directive CE 1254/2008, art. 5. ↑
- P.-J. Malouin, 1767, p. 222-224 ; A. A. Parmentier, 1778, p. xxxi de l’intro et p. 313-315. ↑
- Y. Candeborbe et al., p. 57. ↑
- M. Verlaet, p. 56-58. ↑
- C. Halle et al., p. 169-180. ↑
- A. Jörgensen, p. 71. ↑
- Voir site https://lpsn.dsmz.de/ ↑
- Règlement (UE) n ° 212/2014 de la Commission du 6 mars 2014. ↑
- J. Effront, p. 258-259. ↑
- J. Effront, p. 267-271. ↑
- J. Effront, p. 259-263. ↑
- F. Urbain-Dubois, p. 68. ↑
- F. Urbain-Dubois, p. 198. ↑
- P. Gravel, 15/01/2016. ↑
- D. Wink, 2008. ↑
- G. Spicher, introduction de l’édition de 1999. ↑
- C. Aubert, 1985, p. 27. ↑
- C. Aubert, 1985, p. 20 ; M.-C. Frederic, p. 251. ↑
- F. Poullain, p. 495. ↑
- Site : https://lpsn.dsmz.de/ ↑
- M. Gänzle, 2006, p. 101. ↑
- B. Boullard, p. 10. ↑
- B. Boullard, p. 317. ↑
- G. Spicher, 1987, p. 140-141. ↑
- J. Ramsayer et D. Sicard, p. 45-54. ↑
- Annabelle Vera, 2020, p.135. ↑
- G. Spicher, 1987, p. 166-179. ↑
- A. Martinez-Anaya, p. 76-108. ↑
- J. Montadon, p. 17 ; W. Ziehr, p. 84 ; J. Bruyerin-Champier, p. 240. ; Max Währen, p. 49. ↑
- P.-J. Malouin, 1767, p. 223-224. ↑
- M. Infantes et C. Tourneur, 1991 ; M. Infantes et J.-L. Schmidt, 1992 ; é. L’Homme, 2015 ; C. Urien, 2015. ↑
- K. De Smedt et G. Lacaze, p.132 ; A.Vera, 2020, p.134. ↑
- J. Buré, 1979, p. 228 ; G. Boulet, p. 81. ↑
- J. Buré, 1979, p. 265 et 299. ↑
- B. Onno, 1994, p. 202-203. ↑
- J.-P. Larpent, 1992, p. 48. ↑
- L. Atkins et al., p. 575-578. ↑
- D. Simatos et al., p. 555-573. ↑
- C. Diviès et P. Besson, p. 225-277. ↑
- A. Pokorny, p. 31-46. ↑
- X. Florin, p. 43-49. ↑
- M. Dewalque, 1989, p. 8-10. ↑
- A. Vera, 2013, p. 22-23. ↑
- A. Vera, 2013, p. 23. ↑
- G. Spicher, 1993. ↑
- D. Richard-Molard et B. Cahagnier, p. 395. ↑
- G. Spicher, 1993, p. 244. ↑
- Revue Filière gourmande, supplément éco, oct. 2001, p. 2. ↑
- G. Spicher, 1993, p. 277. ↑
- J. Schnürer et J. Magnuson, p. 70-78. ↑
- B. Poitrenaud, Diapo du 22/09/1994. ↑
- B. Poitrenaud, 1999, p. 29 ; P. Lejeune et J.-B. Souici, 01/10/2015. ↑
- Revue Filière gourmande, nov. 1995, p. 25. ↑
- R.Delfrate, p. 27-28. ↑
